![]()
・工業技術センター 高度棟2階 共同研究エリア1
・参加人数 会員10名
議事内容
1.のっぽ技研 長谷部顧問 講演(ネット回線によるオンラインで接続)
変革に必要なアブダクション思考--生命の進化と歴史から学ぶ--と題して演繹、帰納につぐ第三の論理アブダクションについて生命進化や人工知能、プラグマティズム思想史などの広範囲な視点から明快に説明され、これは人生観かもという。
複雑な問題に直面する現代においては結果よければすべてよしという現実を重視した多様な試行錯誤、失敗による検証、推定を繰り返しながら最適解を見つけるアブダクション思考が必要であり、品質工学に関連付けながら未然防止や機能性評価などの方法論として推奨された。
また、企業における現状の維持と変化に対応する戦略としてPDS(study)AとPDCAを前後の足とする尺取り虫戦略や2段階開発戦略を提案し「ISOの壁」を破るなど変化へのチャレンジを強調された。
聴講者からは多くの失敗を許容するアブダクションの実践は企業の現実として難しいとの質疑がなされた。
2.文献・事例発表
文献発表1:(株)ウォーターダイレクト 小野氏
第11回品質工学研究発表大会論文50:リサイクル材を用いた2軸延伸フロー成型の最適化
本論文における望目特性によるペットボトルフロー成型の転写性評価の仕方について議論し有効性を確認した。
成型素材や欠測データの扱いを再検討することでこの手法により実務のボトル成型条件の最適化を検討したい。
文献発表2:東京エレクトロン山梨(株) 田中氏
第18回品質工学研究発表大会論文96:動特性解析とT法のトレンチ加工への応用
トレンチ形状(側壁に沿う段階的な深さ方向の幅:CD)を出力yとし、その形状スペックを信号因子Mとしてプロセス条件の異なる既存データから動特性のSN比とβを算出する。そのときのプロセスパラメータXを説明変数としてSN比、βのT法推定式を求める。その推定式において±σの要因効果図を作成してSN比最大、β:0db の最適なX条件を求めることにより仕上りとスペックの再現性が確認された。社内のエッチングデータで本論文の手法を適用し検討している。
3.輪講
発表:リバーエレテック(株) 一橋氏
田口玄一論説集(第3巻):SN比の効用
直交表、校正(調整)法、出力特性においてSN比を用いる田口の考え、意味すること、文章表現等について討論した。
(記:麻生三郎)
第56回研究会 2016年9月23日(金)13:10-16:50 ■開催
・甲府商工会議所 2階201会議室
・参加人数 会員15名
議事内容
1)近況報告・自己紹介
2)事例発表 3件
1.「バルブ設計の最適化」 (テルモ㈱ 木下)
2.「水晶発振器のパラメータ設計」 (リバーエレテック㈱ 秋野)
3.「MT法による気密試験」 (リバーエレテック㈱ 小澤)
詳細は割愛。
3)講演「ロバストネスの最適化による開発期間の短縮とコスト削減」田口伸氏
ドーナツの揚げ方の実験を例に、品質ではなく機能で評価することのイメージを分かりやすく説明していただいた。アセスメントとバリデーションの違いを認識することが重要で、アセスメントにてロバストネスを評価することが未然防止となっている。
4)懇親会 17:00~
(記:リバーエレテック株式会社 小澤翔)
第55回研究会 2016年7月8日(金)14:30-17:30 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア1
・参加人数 会員11名 見学1名
議事内容
1)近況報告・自己紹介
2)入門講座「パラメータ設計」((株)産業革新研究所 熊坂)
パラメータ設計がなぜ必要か、どのように進めていくといいか等、今回の事例発表に関わりのあるテーマの基礎を解説し、理解を深めた。
3)事例発表
1.「パラメータ設計による製品検査装置の検討」 (リバーエレテック㈱ 秋野)
詳細は割愛。パラメータ設計の制御因子をどのように決定するか議論がされた。
2.「MT法による気密試験」 (リバーエレテック㈱ 小澤)
詳細は割愛。測定値だけでなく、システムの入出力関係(=機能性評価)で考えると良いかもしれない等の意見が出た。
4)輪講「田口玄一論説集 第3巻 第2編 8、9、10章 品質工学と統計学(1)、(2)、(3)」
統計学を知っていないと難しい所ではあったが、品質工学と統計学の関わりについて理解を深めた。
5)次回予告
(記:リバーエレテック株式会社 一橋和真)
第54回研究会 2016年5月13日(金)14:00-17:00 ■開催
・韮崎市民交流センター「ニコリ」1階会議室
・参加人数 会員7名
議事内容
1)近況報告・自己紹介…参加者それぞれ品質工学への取り組み状況を報告
2)2015年度総会
2016年度始めとして、役員改選、2015年度の総括、2016年度の活動計画、2015年度決算報告、2016年度予算承認が行われた。
会員数 17名中 出席者数 7名 委任状提出者 10名で過半数の参加により総会議事成立。
2016年度の方針についてディスカッション。年々減少する会員数に対して、会員数を増加を目的とした活動を行っていく。
9月に行われる田口伸さんの講演会をきっかけに、入門講座を行ったり、事例発表を拡張して事例発表と関係あるツールの講座を行ったりしたい。
役員改選、決算、予算案について参加者の拍手をもって承認された。
3)事例発表「MT法によるリーク検査の検討」(リバーエレテック株式会社 小澤さん) 詳細は割愛
4)事務連絡
・次回例会予定
7月8日(金)午後
(記:リバーエレテック株式会社 宮川)
第53回研究会 2016年3月12日(土)14:00-17:00 ■開催
・山梨県立図書館
・参加人数 講師*名、会員*名
議事内容
1)自己紹介/トピックス
2)講演 立林和夫様
3)輪講 田口玄一論説集第3巻
4)事例研究 テルモ
第52回研究会 2015年11月14日(土)14:00-17:00 ■開催
・甲府市社会教育センター
・参加人数 講師1名、会員9名
議事内容
1)自己紹介/近況報告
2)講演「TMQC七つ道具」(金本様 新電元工業株式会社)
1.道具と手法
TMは道具ではなく手法である。
手法とは技術者の行動の自由があるものであり、創造性の効用に価値がある。
TMの本当の魅力は人材育成にある。
2.TMQC七つ道具
QC七つ道具は製造向きである。
設計向けにTMQC七つ道具を提案。
3)輪講「田口玄一論説集第3巻」(山梨アビオニクス 佐野)
第4編 第4章品質工学とタグチメソッド
4.1 基礎研究と設計
技術者の負荷の増大がいつまでも言われている。
技術開発こそすべての活動を効率化できる源泉であり、
効率化により、技術部門の負担軽減を。
4.2 品質工学の手法
品質を改善するために品質を測定するのは能率が悪い。
4.3 タグチメソッドと品質工学
TMはフィロソフィを与えるものであり、
具体的な解答を与えるものではない。
4)事例発表 (山梨アビオニクス 進藤)
「プリント基板の穴位置精度の向上
ドリルの諸条件を見直すことで穴位置精度の向上を目指す。
測定精度やテストピースを工夫することで、実験の回数を減らす。
もしくは、情報の整理の仕方で情報量を増やせるのではとの指摘があった。
5)「4県合同研究会コマ対戦、コマの設計に関して」(リバーエレテック 秋野)
機能をコマが止まるまでの時間と設定し
制御因子:L18
誤差因子:L4
に割り付けて実験を行った。
対戦であるので、他のコマとぶつかった時の挙動を機能に入れるべきではないかと意見が出された。
(記:リバーエレテック株式会社 北村慈識)
第51回研究会 2015年9月11日(金)14:00-17:00 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア1
・参加人数 会員10名
議事内容
1)自己紹介/近況報告
2) 輪講「田口玄一論説集第3巻」 (パナソニックFA 酒井)
第4編 研究開発における戦略としての品質工学
第3章 研究開発における戦略とマネジメント
1.R&Dとマネジメント
・戦術は戦略に基づいたものであり、基となる戦略が必要。
・R&Dには専門技術よりも汎用技術を使われ、活動のほとんどの時間・経費となるため技術戦略(=R&Dの能率化)が重要となる。
・設計者には商品品質・技術品質を考慮したロバストな設計が求められる。
2.商品品質(目的機能)の設計と生産性
・生産性とは社会全体で考えるとGDPのことである。
・商品品質の設計は、お客様の望むものを品揃えを含めて企画する。
3.システム(コンセプト)の選択
・技術者が行うシステム開発は複雑な(制御因子が多い)ほど良いものが出来る。
・そのためマネジメントは複雑なシステムが出来るように技術者を誘導する。
4.機能性の評価
・省略(他の章と他の本で説明されていると本文中に明記)
5.設計のためのツール
・ツールには汎用ツールと専門的ツールがある。
・直行表は、下流条件に対する機能性の再現性の評価が出来る。つまりユーザーで起こる信号とノイズを考えて評価が可能。
・科学と工学の違いは、科学は真理の探究をするが、工学は現象を用いて新たなものの設計を行っていくものである。
6.生産工程の第2次産業革命は
・第1次産業革命 … 工程の機械化。人は管理を行う。
・第2次産業革命 … 管理も機械化。
3) 事例発表
1.「コネクタ部品の機能性評価」 (テルモ 藤枝)
・輸液コネクタには接続時に薬液の漏れと外す時の逆流という課題がある。
・プロセス機能展開表により輸液コネクタについて3つのプロセスに展開。
・効率を考え各プロセスにおける計測特性を1つにまとめて計測・考察。
・プロセス展開の定義と、計測特性をまとめたことは妥当か議論。
2.「LabVIEWによる品質工学MT法を利用した信号監視技術の検証」 (アマノ 鈴木)
・以前に研究会で紹介したものの続報。
・前回はシミュレーターによる検証を行っていたが、実際に監視している動画を撮影して紹介。
・動画より、検査対象の観測信号にFFTをかけ、その重心座標にMT法を用いることで異常の検出が可能であることが確認された。
4) WG研究についての説明 ≪ 資 料 ≫
今回参加者10名で、参加したい研究カテゴリーをヒアリングし、WGテーマの趣旨や今後のやり方含め論議しました。
参加したい研究カテゴリーは以下のとおりです。
①オンライン品質工学 2名(テルモ 木下、 山梨アビオニクス 宮澤)
②許容差設計 1名(テルモ 藤枝)
③品質工学の数理 1名(リバーエレテック 宮川)
④品質工学の普及・推進 3名 (産業革新研究所 熊坂、リバーエレテック 木下、 ウォーターダイレクト 小野)
なお、当初の4カテゴリーから+αで
⑤ソフトウェアテスト 2名(リバーエレテック 北村、一橋)
⑥MTシステム 2名(リバーエレテック 秋野、パナソニックFA 酒井)
が追加されています。
今回は参加者10名ということで、リーダー決めなどはできていません。
大枠はこのメンバーで活動となるかと思いますが、次回参加されるメンバーにもWG活動参加カテゴリーの意向を確認のうえ、枠組み、やり方含め決めましょう、としました。
5) その他
合同研究(コマの作成)、4県合同研究会について
(記:リバーエレテック株式会社 一橋和真)
第50回研究会 2015年7月11日(土)14:00-17:00 ■開催
・甲府市遊亀公民館(市民会館2階)講義室2
・参加人数 会員10名 会員外1名 顧問1名
議事内容
1.自己紹介、近況
田口杯親睦コンペ 9/19(土)
増田さん - 長野・山梨合同研究会 11/28(土) 野沢温泉にて開催予定
2.研究発表大会の感想(大会参加者)
参加者 4名 熊坂さん、増田さん、藤枝さん、木下さ
藤枝さん - 参加して参考になった
木下さん - パネルディスカッションは初めての試みで良かった
増田さん - IHIのロケットの発表が良かった。総当たり、モンテカルロ法の効果的な利用法など。
3.講演「品質工学トピック集」増田様 増田技術事務所
1)制御因子間の交互作用の説明
制御因子間の交互作用がある場合の説明
複数の因子間に交互作用がある場合、要因効果図で表現できない-SN比でしか表現できない
交互作用が小さい場合:要因効果図が信頼できる
交互作用が中:変化の大きい制御因子は信頼できる
交互作用が大:暫定最適条件で製品化する
2)推定値と確認値は一致しない理由(わけ)
推定値と確認値の遠い・近いを比較すること自体に意味がない。利得を比較することに意味がある。
3)MT法で判別精度が低かった場合の対応策
MT法でどこまでトライするか?
項目を工夫する
項目に判別に有効な情報が入っていない場合、判別できない → 項目を追加する
追加項目がない場合は、諦めるか? パラメータ設計を行うか?
MT法はパターン認識の手法である
賢い単位空間を作る
あるパターンに集約される → 判別できそう
途方もなくいろんなパターンがある → 判別は難しい? → 方針転換、別の判別方法を検討
4.輪講(ウォーターダイレクト小野さん)
技術品質 = 機能性(機能のばらつき)
あらゆる品質問題は、機能性というただ一つの特性で評価できる。
目的機能エンジンの機能は、ガソリンの燃焼エネルギーを機械的トルクに変換すること。
エンジンの基本機能は、化学反応である交互作用があるときは、特性値がまずい(品質特性を使っている)。
基本機能は、目的機能を持たせるための手段としての機能である。
機能性の基本機能:品質工学ではコンピューターシミュレーションのSN比によって機能性を改善し、そのあとで
第2章 目的機能と基本機能(2)受動的機能の場合
目的機能:検査の誤りではなく、基本機能:計測の精度を研究すべし
硬さの測定の事例
健康診断の事例
健康診断は全被験者に健康度(不健康)というものさしをつくり、健康度に計量値としての尺度を与えること。
肝疾患の健康診断にMT法を応用した事例
5.事例発表(リバーエレテック 秋野さん)
T法、MT法による波形解析(水晶発振器の開発)
。 デバイスから発生する信号のノイズを測定したいが、微小な変化を測定しなければならず(装置が高い、外乱に弱い、等)問題あり。
代替特性評価(T法、MT法)したいが、1300項目について検証したが、代替特性になる因子は見つからなかった。
今後の予定: 工場で測定していないパラメータの検証 → パラメータ設計を使うか? 誘導因子の検討。
(記:OBARA株式会社 春名真人)
第49回研究会 2015年5月8日(金)14:00-18:00 ■開催
・韮崎市民交流センター「ニコリ」2階 韮崎市立図書館会議室
・参加人数 会員15名 会員外2名 顧問1名
議事内容
1 近況報告・自己紹介
参加者それぞれ品質工学への取り組み状況を報告
2 2014年度総会
2015年度始めとして、役員改選、2014年度の総括、2015年度の方針発表、2014年度決算報告、2015年度予算承認が行われた。会員数 31名中 出席者数 16名 委任状提出者 7名により過半数の参加により総会議事成立。
役員改選によって、酒井一信さん(パナソニックFA)、佐野俊二さん(山梨アビオニクス)、春名真人さん(OBARA)が新たに役員として任命され、参加者の拍手をもって承認された。
本年度は、“テーマ研究でYQEを活性化し企業に貢献する”をスローガンに再びテーマ研究を再開させ各自の理解を深めていく。テーマ研究の内容としては、以下の通り。
1.品質評価の適用
2.許容差設計
3.品質工学の数理
4.品質工学の普及、推進
その他、事例研究及び実践型ケーススタディ、「田口玄一論説集 第3巻」を使用した持ち回り発表は継続して行っていく。
ゲストを招いての講演会についても、3回~5回行う予定。
研究会会計の田中秀朗さんより、昨年度決算報告、本年度予算報告を行った。
今年度は会員減少に伴い予備費に余裕が無いため会費収入によっては、下半期の講演会を見直すことも必要。決算、予算案についても参加者の拍手をもって承認された。
3 講演会「高品質製品の短期/低コスト設計」(のっぽ技研 長谷部光雄顧問)
機能性評価による商品開発設計の重要性について、実例を踏まえながらご講演頂いた。
内容については、以下の通り。
・品質の向上は、管理手法ではなく設計の技術向上によって達成される。
・良い品質設計を行う事でその品質の再現が容易となり、低コストに量産できる。
・従来の品質管理は、検査によって規格を満たすことであるが、品質問題の改善については不十分で、設計・技術開発段階での「見えない品質」改善を果たす必要がある。
・「見えない品質」については、機能性評価によってあぶり出すことができる。
4 企業事例発表「水晶振動子の許容差設計」(リバーエレテック 宮川雅樹)
オンライン品質工学“許容差設計”を用いて製造上の検査規格を設計。詳細は割愛
5 文献研究(パイオニア 麻生三郎)
今回のテーマ論文
「RT法への1次元マハラノビス距離項目の導入の提案と検証」(鶴田etc.品質工学研究発表大会2012 p183)
「RT法のいくつかの改良案に関する考察」(田中 org 品質工学発表大会2013 p174)
について、
・RT法の概略解説
・MTシステムの比較 (RT法、タグチRT法、誤圧、MT法 )
・判別精度の比較
等を説明。
6 事務連絡
・研究テーマについて、テーマ案を5月中旬までに木下会長まで各自提案する。(別途連絡)
・次回例会予定
7月11日(土)午後 韮崎市民交流センター「ニコリ」
(記:リバーエレテック株式会社 木下義則)
第48回研究会 2015年3月20日(金)14:00-17:30 ■開催
・甲府市中央公民館
・参加人数 会員10名
○事例発表1.
テーマ:自動車生産ライン用の抵抗溶接機の課題
発表者:OBARA株式会社 春名真人
内容:自動車生産ライン用の抵抗溶接機は、2枚の鉄板を加圧し、電流を一定時間通電することで溶接する機器である。(電流抵抗発熱により、材料を溶かし圧着)。そこで使用される銅製の電極に関して相談する。
課題① 電極のテーパーの評価方法について
【概要】使用される電極はシャンクとキャップチップの2種で構成される。シャンクにはテーパーが付いており、かみ合わせが悪いと、水漏れやキャップチップの脱落が生じる。現在シャンクのテーパー不良が発生した際に、インクとリングゲージを使用してかみ合わせを確認しているが、良い評価方法はあるか?
【議論】
A1.テーパー部とキャップチップ内径との密閉性を評価するのはどうか。2部品の嵌めあい距離に対し、エアー圧を確認する。
A2.A1同様に密閉性を確認する。2部品の嵌めあわせた状態で真空引きをし、残圧変化を確認するリークテスターが市販化されている。
A3.ヘリウムを使用して密閉性を確認する。
【その他意見】
抵抗溶接の全体のシステムを最適設計してはどうか。
課題② キャップチップの異品混入
【概要】種類の異なるキャップチップが混入する。
【提案】
A1.工程フローを目視検査⇒画像診断器の順にする
A2.画像診断器のパラメータ設計とMT法による判定
A3.種類別に重さを変える
A4.混入、傷の発生しうる箇所を現場作業者と伴に改善していく
○事例発表2.
テーマ:水晶振動子の許容差設計について
発表者:リバーエレテック(株)宮川雅樹
内容:工程によるばらつきがでたときの特性への影響度を確認し、製造上の規格を設定した。
課題① 許容差設計では機能限界LD50のポイントを直接実験で求めないので、実際にどこまで誤差が出ると不良品になるのか分からない。これを知るには?
【概要】許容差設計で算出した損失関数の比例定数Kを求めた損失関数を使用して、市場での損失A0(本件では工場内での損失)として、機能限界Δを逆算したが非常識な値となる。※LD50のポイント「機能限界を超えたときの平均損失=製品価格」
【返答】
A1.LD50も何を想定して決めるかによって変わる。本来LD50でΔが決まると安全係数が決まる流れの逆である。逆には計算できないのではないか。
課題② 抜きとりをした場合の判定は?
A1.標準偏差や分散が正確だが、煩雑ということであれば平均値とR(レンジ)を使ってはどうか。
課題③ 複数の特性に対して1つの規格を決定するときの方法は?
【概要】特性A,B,Cが存在する場合、損失関数の係数が異なる。この場合、機能限界Δをどう求めるか。
【対策】特性A,B,Cそれぞれについて再生コストからの損失を出し、足したときに最小となるΔを規格とした。
【返答】A1.来年度の研究テーマとして設ける
○事務連絡
来年度は研究テーマを考えて、実施していく
現状は以下の3つ程テーマがある。
・品質の評価
・許容差の評価
・数理の評価
実施したいテーマがあれば4月末までに案を出す
(記:テルモ株式会社 藤枝良平)
第47回研究会 2015年1月9日(金)14:00-17:30 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 講師1名 会員13名 見学4名




■議事内容
14:00~14:10 自己紹介、近況
14:10~15:15 講演(吉澤様 クオリティ・ディープ・スマーツ(有))
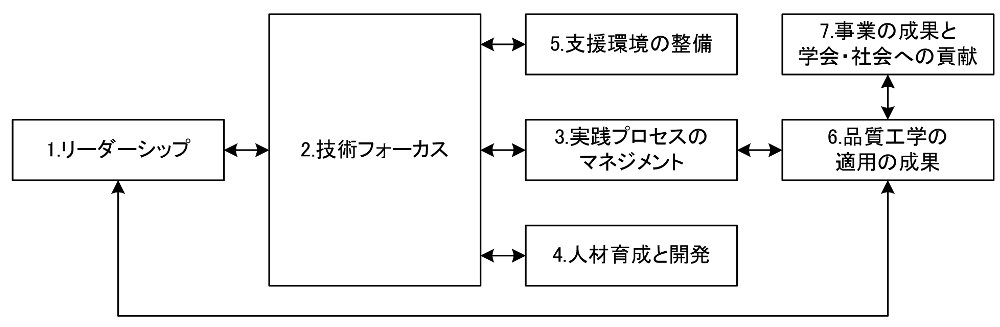
演題:「品質工学の技展」
品質工学を組織的に利用していくには,田口先生が主張している技術戦略(技略)に加えて
技術戦略のマネジメントが必要です。
技略マネジメントを技術展開,すなわち技展というコンセプトで研究してきました。
その研究成果のいくつかを紹介いたします。
・吉澤正孝氏、富士ゼロックス(株)に40年勤務、2007年定年退職、品質工学会理事(論文の審査)
・講演のテーマは、会社全体で品質工学をどう取り組むか
・アジェンダ
1.品質工学の目的の確認
2.田口の技略と技展
3.システム開発のグランド戦略
4.テーマ選択の二重性
5.事例による考察
6.技展の技術フォーカスの方法
7.テーマ選択の多重性
1.品質工学の目的と構造
・品質工学は、 評価方法とそれによる最適化の方法論
↓
高品質の製品とサービスを無駄なく作る
↓
社会的損失の低減、社会的生産性の拡大
2.田口の技術戦略
・自分の考えを明らかにして、数字で裏付ける
・技略とは、(4つの技略) テーマ選択 ⇒ コンセプトやシステムの創造 ⇒ パラメータの合理的評価
⇒ 様々なツールを準備
・これからは、テーマ選択のためのツールの開発が求められる
3.田口が提唱する技略と技展
戦略 技略
戦術 技術
戦闘 技闘
Operation 技展 技術展開 ・・・ 実践のマネジメント
4.技略の構造化とグランド戦略
5.技展のフレーム 田口賞の選定フレームから構造化
日本経営品質賞のフレームに似ているが、ベースはデミング賞
6.田口が考える技術開発戦略とテーマの二重性
・Sテーマ(Specific Theme) 固有技術、製品・サービス・プロセス開発としてのテーマ選択
・Gテーマ(Generic Theme) 汎用技術開発としてのテーマ選択
7.事例1 田口博士初期の技展
・Sテーマ:ワイヤスプリングリレー
クロスバー交換機の部品の実用化、国家予算によるテーマ、目標 寿命40年
2000パラメータ、201件の実験計画法適用、開発期間 3年
・Gテーマ:実験計画法の体系化
8.矢野らの技展
・プラスチック精密成型法の確立 → JIS化
・Sテーマ:プラスチック精密成型システム
・Gテーマ:GAMPAS 手法の展開からツールの確立
9.事例3 ソフトウエアのテスト
・V次モデルによるテストプロセスの概念
・Sテーマ:複写機制御システム、プロ用ビデオ、自動車ナビシステム、フォークリフト運転システム etc.
・Gテーマ:テストのライフサイクルの技術システム開発、HAYST法の体系化
-組織としての品質工学の推進
-適用するテーマの明確化とマネジメント(評価法の提示)
-テーマ選択: 1.部門トップ 改革テーマの設定
2.中間マネジメント 個別テーマの設定
3.担当者 ロバストネスの追究
-品質工学の推進者は、良い提案をしてTOPを動かす
10.質疑・応答
Q:技術者でないTOPを動かすには
A:TOPのリベラルアーツの部分に働きかける
技術者のTOPは、自身の成功体験があるから、かえって動かすのは難しい
Q:学会としてISO化への取組は
A:パラメータ設計が近々に発行の予定
米国ではFDAなど変わってきている
外部環境の要請でなく、イノベーション発であるべき
改革には危機が必要、維持管理だけではシステムは老朽化する
Q:テーマ選択の方法は
A:IHI TDM(Total Design Method)
新製品の開発
-セットベースドデザイン:全体でパラメータ設計→あとは選択するだけ
-リスクベースドデザイン:リスクに応じて品質工学(パラメータ設計、安全設計)を適用
リスク=技術理解度×影響度
=現象の理解度×環境条件の理解度×実証度×影響度
15:15~15:20 休憩
15:20~16:00 田口玄一論説集(田中 東京エレクトロン)
第2編 品質工学解題 第3,4章 品質管理から品質工学への過程
3-1 品質管理から実験計画法へ
・品質管理はトラブルシューティング ⇒ 品質工学は、初めからいいものを作る
3-2 設計とのかかわり
・一般の設計:予測式を作る ⇒ 品質工学での設計:損失関数で最適化する
3-3 安全性について
・安全性評価:設計後の最終条件テスト ⇒ 設計段階での安全性評価
3-4 交互作用について
・品質工学では、 ・制御因子ごとの交互作用は求めない
・制御因子と誤差因子の交互作用の無いところを用いる
4-1 品質の概念
・品質は、社会に与える損失
・損失は、バラつきに比例する。品質を損失関数で表現する
4-2 品質工学の発端
・全出力を信号と雑音に分解。分散分析→SN比
4-3 なぜ工学か
・SN比…通信工学の手法を利用
・SN比を改善するために、工学的アプローチをとった
吉澤氏コメント
・文献を読むときは、自分のテーマ(課題)をもって読むと良い
・読んだ後に自分の意見、批判を文章にされると良い
16:00~16:40 事例発表・議論(酒井)
「電子部品実装機の実装品質を実現する機能について」
・標準SN比を利用する
・機能、特性をどう分解するか
16:40~17:20 事例発表・議論(熊坂):次の文献(添付)を読み込みます
白幡洋一、「経営課題への品質工学の活用(1) ‐会社の技術活動に品質工学の考え方、
手法をビルトインする方法論の検討-」、品質工学、Vol.15、No.2(2007)
・TOPダウンが早いが、世代が変わると前例を否定する傾向により継続しない
・いかに継続するか、良いものを残してAddONしていくことが重要
・長く続けられれば企業文化になる
・品質工学を技術、テクニカルな側面だけで導入するのは続かない
・考え方、哲学の部分をどう浸透させていくかが重要
・実践を通じて考え方を教育するのが良い
・中核のところ(重要なテーマ、基本技術、コア)を集中して攻める、成果を出すことがポイント
・これまでなかなか解決できなかった事例で成果を出せば、一気に広がる
・品質工学を活かせる固有技術が存在していないとダメ
17:20~17:30 事務連絡
(記:ウォーターダイレクト 小野善弘)
第46回研究会 2014年11月14日(金)14:00-17:30 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 講師1名 会員11名 ゲスト2名
■議事内容
1)品質工学会の沿革と概要 (品質工学会会長 齊藤 潔)
会長挨拶、品質工学会の沿革および、現在の学会員数推移を踏まえ、今後、各地の研究会に参加させていただきながら、意見をいただき品質工学会としてなすべきことを考えていく。とのお話があった。
2)FFT重心による信号監視システム (浜松品質工学研究会 鈴木 真人)
信号監視システムにおいて、事象の変化をとらえるために信号サンプルのFFT結果から重心を求め、MD距離を算出、5%優位と1%優位の比率から状態の変化を監視する手法を提案。テスト用ソフトも準備、参加者にも供与された。
また、後半は「進化論と品質工学」と題し、進化論のアナロジーから「品質工学」の思想・手法が企業で生き残るためのコアとなる思想、品質工学が淘汰される企業の風土に対する氏の考えについて説明があった。
3)2014品質工学4県合同研究会報告 (東京エレクトロン田中秀朗、リバーエレテック木下義則)
2014年10月4日、山梨プラザ1Fにおいて開催された合同研究会の活動報告。
・「T法をワインテイスティングで学ぶ」 参加者で実際にテイスティングし、採点結果と実際の審査結果とをT法を用いて演習
・「品質工学普及のためには」 参加者でグループ論議、ワールドカフェ方式を採用し、会議ではなくフランクに意見を出す形式で論議
4)輪講 田口玄一論説集3より「ロバスト設計の意味と品質工学の立場」(テルモ藤枝良平)
目的機能と基本機能について、数例を挙げ、参加者で論議した。特に目的機能についての参加者の理解と考え、機能とは入力と出力の関係だが、基本のエネルギーからエネルギーの変換だけでなく、代用してでもうまくいくのであればそれもありではないか、という意見もあった。
5)「研究会活性化について」(研究会参加者全員)
4県合同研究会で実施したワールドカフェ方式を使い、表題について参加者全員で論議した。活性化に向けて門戸を広げ、ハードルを下げて、より若手を入りやすくし、すそ野を広げるアイデアなどを出し合った。
(記 パナソニックファクトリーソリューションズ㈱ 酒井一信)
4県合同研究会 2014年10月04日(土)13:30-17:30 ■開催
・山梨プラザオープンスペース東
・参加人数 埼玉3名 長野3名 山梨7名


■議事内容
1)各県紹介
・山梨 例会で初心者講習会、田口玄一言論集の輪講を開催。各企業の実務事例を発表、会員の議論、顧問の指導を行う。
・埼玉 20周年記念事業として設立メンバーの座談会等を実施。活動活性化のため、例会とは別にMT法のワーキンググループを開催。欠席者向けにPDFによる情報誌を発行している。
・長野 MTシステム、オンライン品質工学主体に研究。品質工学実践交流大会、品質工学導入セミナーを開催。
2)MTシステムを用いたワイン評価
4種類のワイン(ワインコンクール金/銀/銅賞+無賞)の官能試験を行い、T法で評価した。項目診断により賞の良し悪しは香りの影響が大きい結果となった。また、専門家の評価でも同様の結果となっていた。
3)ディスカッション
3つのグループに分かれてワールドカフェ方式で論議。テーマは「品質工学の普及・推進について」ワールドカフェ方式はグループメンバーを途中で入れ替えて多様な意見を取り入れる方式で活発な論議が行われた。
・グループA 普及の目的、方法を論議。目的は開発手法の中で広い分野に応用が利き、実務で使いやすく普及に値するから。方法はセミナーでの普及は難しい、マンツーマンが有効。
・グループB 普及、推進に必要な人の資質について論議。情熱や情報発信の重要性を確認。また、反対者への対応として知名度の必要性や、品質工学がISOに入ったことを利用することを提案。
・グループC セミナー等の参加者と運営者の壁、その取り除き方について論議。失敗した事例の発表、失敗時のフォロー必要ではないかとなった。
4)18:00~ 懇親会で、議論・親睦を深めました。 (記 リバーエレテック㈱ 秋野真志)
第45回研究会 2014年9月26日(金)14:00-17:30 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員13名
■議事内容
1)講演「MTシステム(T法)によるタコ釣りの釣果に関する研究」増田技術事務所 増田雪也氏
タコの釣果をT法で解析。各項目のデータを集め推定式を作成した。釣果は対数変換することで精度が向上。釣果月データは釣った月が1、他を0として解析。(T法 では多重共線性を無視できるので可能)
質疑は釣果0で対数変換への対応(全数を+1 で対数変換、後で-1する。)この解析の成果(事前に釣果が予測できるため気が楽。)結果がばらつきにくいものへの対応(MT法が良い。)
2)4県合同研究会打ち合わせ
10/4に行う合同研究会の説明。当日の進め方について議論した。ワイン評価は受賞3(金、銀、銅各1)、賞なし1のワイン4つを評価する。論議はある議題についてグループを何回か変えて論議するワールドカフェ方式で行う。大見出し「品質工学の更なる普及」。小見出しについても検討する。
3)輪講「田口玄一論説集第3巻第2編11章・12章 品質工学と実験計画法」(担当 秋野真志)
感度が目標に対して全く足りていない段階では、実験計画法や誤差因子抜きの実験でも良い。また、実験計画法による誤差因子の洗い出しは有効。しかし制御因子間の交互作用の検証は労力に見合わないことが多いので、経済的観点からは勧められない。パラメータ設計では制御因子間の交互作用は、誤差因子との交互作用より小さくなるような実験にすることで、この問題を回避している。確認実験の目的もここにある。
4)誤圧の文献事例研究
「重み付け誤圧距離を用いた異音判定法(第20回品質工学研究発表大会論文 株式会社シマノ 臼井、太田)」(担当 麻生三郎)
打音検査の定量化に重みづけを加えた誤圧を用いた。T法を使うべきではとの質問には、誤圧はT法 との併用が有効との結論。また、興味深い疑問として分散はなぜ二乗か?の回答としてガウスの意見を取り上げた。「倍の誤差と,同じ誤差 を単に2回繰り返すのとを同程度に許容できる損失とみなすか,それとも,前者を後者よりも大きな損失とみなすか」
5)事例発表
医療機器の基本機能について論議。(担当 木下秀明)
(記 リバーエレテック㈱ 秋野真志、大久保保剣)
第44回研究会 2014年7月11日(金)14:00-17:00 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員6名、非会員7名
■議事内容
1)全国発表大会の感想(大会参加者3名)
加工関係、CAEが多く参考になった
田口玄一不在のため、革新的な発表はなく、漸進的な進歩になっている
業務に近い搬送系の発表があり参考になった
2.輪講 田口玄一論説集3より「R&Dの組織と技術戦略」(山梨県工業技術センター宮川和博)
本論文と対比して工業技術センターのテーマ選定の課題を説明し、参加者の意見を聞いた。民間企業(特にB2B)では優先テーマがある程度決まってくる。重要性よりも緊急性で進むことが多い。選ばなくても優先度の低いテーマがこぼれ落ちる。緊急でないが重要なテーマをどう進めるかがマネジメント。テーマを絞り込む方法としてはステージゲート法が良く使われる。などの意見が出た。
3.基礎講座「MTシステム」(東京エレクトロン東北 田中秀朗)
初心者向けにMTシステムの種類、構造、事例2件を解説した。項目選択のタイミングに関する質問に対して、選択せずに多くの項目を使う場合と、刻々と項目を変えてゆく場合などの例が示された。
4.基礎講座「損失関数」(リバーエレテック 芦沢英紀)
品質工学の基本要素の一つである損失関数の目的、用途、数理を簡単に解説し、演習2題で理解を深めた。

5.品質工学の考え
シグマポ納富高志が寄稿した「品質工学の基本」に沿って、参加者全員で品質工学の考え方を確認した。
(記 産業革新研究所 熊坂治)
第43回研究会 2014年5月9日(金)14:00-17:00 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員12名
■議事内容
1)年次総会:参加者12名 委任状11通 全会員数39名のため規定数に達した。
役員改選 承認
昨年度活動報告・2014年度活動方針
「企業へのアウトプット~さらなる実践~」 承認
規約変更 会費変更 承認
会計報告 前期決算 今期予算 承認
6月の初心者講習会について、半日程度、日時は未定。
四県合同研究会について、10月予定、意見があればメールで募集。
2)基礎講座「損失関数」熊坂治氏 損失関数の目的、用途、数理について。
3)企業事例発表
①開発管理活動と機能性評価による医療機器の効率的研究開発 テルモ 木下秀明氏
機能性評価による商品設計事例。
技術開発ステップ展開と機能性評価等を組み合わせ、技術の蓄積・管理を行っている。
②水晶振動子の許容差設計 リバーエレテック 宮川雅樹
前回までの発表でパラメータ設計が終了している。今回は損失関数を用いて評価と規格の設定を行った。
(記録/ リバーエレテック(株)北村慈識)
第42回研究会 2014年3月28日(金)14:00-17:30 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員15名+見学8名+講師1名
■議事内容
1)講演:「全日本製造業コマ大戦への挑戦!作らずに創る極意とは?」
(タカノ株式会社 新事業開発部 中原健司氏)
近年、全国の製造業を中心に全日本製造業コマ大戦が盛り上がりをみせている。
本大会は、喧嘩ゴマを通じて製造業を盛り上げることを目的に開催されている。
中原氏は「ねこぱんち2号」を開発しこの大会に参加、第2回大会で”大関”にまで上り詰めた。
ねこぱんち2号は、作らずに創るをコンセプトに開発されたことが特徴である。
基本構造はTRIZでアイデアを出し、詳細設計ではシミュレーションによるパラメータ設計を実施し最適化を図っている。
また、これに加えモーション解析にてシミュレーション上でコマの動作を確認しチューニング等行い設計を完了している。
この一連の開発プロセスは、開発の効率化の理想形であり我々も参考にすべき事例である。
尚、この内容はQES2014にて発表予定である。
2)事例発表:「穴あけ工程の製造条件安定化」(山梨アビオニクス 佐野氏/佐々木氏)
本事例は、穴あけ工程の製造条件安定化の事例でL9実験を実施している。
事例発表後、確認実験の実施、基本機能の捉え方、誤差因子、評価尺度のSN比ついて議論がなされた。
また、今後の進め方として、①SN比計算の見直し、②確認実験の実施、③基本機能の再考が提案された。
尚、研究会のフォローアップとしてSN比計算の確認をしたいので、解析に使用したエクセルファイル送付を依頼。
(記録/木下 秀明(テルモ(株))
第41回研究会 2014年1月18日(土)13:00-17:00 ■開催
・甲府市遊亀公民館 研修室
・参加人数 会員18名+見学4名+講師1名
■議事内容
1)会員近況報告/トピックス
参加者それぞれが、品質工学への取り組みの状況を報告。土曜日の開催だったので、久々に参加する人が多数参加。
2)講演
「品質工学基本講座~倍返し!挫折から救う品質工学~」三菱電機株式会社 鶴田明三氏
①自己紹介…固有技術として高密度基板実装技術 日本規格協会などの講師・講演を多数実施、関西品質工学研究会に所属。
②-1機能の分類はこうだ!
②-2うまい適用方法はこうだ!
②-3世界一簡単で確実な計算方法はこうだ!
ノウハウが多く含まれていますので、研究会員限定で内容開示しています。
'→発表資料(パスワードで保護しています)
'→議事詳細(パスワードで保護しています)
パスワードは、芦沢に確認してください。
3)輪講
田口玄一論説集3第3編第1章 「社長のコストを下げよ」 麻生氏、納富氏(発表はパイオニア麻生氏)
・概要:パラメータ設計だけではなく、もっと損失関数も使うべき。
・品質改善と生産性
生産性=コストダウン、品質=社会的損失
社長のコスト=ばらつきの改善によるコスト改善が種々におよぶ全体コスト
・事例
INAX社:タイル(原因に手をつけないでばらつきを改善した)
三宝化学社:もやし(成長曲線を用いた動的SN比)
③質疑
Q1)コストを意識してどのようにするのか?
A1)社長のコストとは、リコールを含めた社会的な損失。生産性を上げれば、コストは下がる。
A1.2) 生産性については、3つの前提が必要。沢山つくて売れるかどうか。正しいものが作れるか。(コンセプトが正しいのか?)余剰人員をどうするのか?
Q2)コストを下げるのは、損失関数なのか?工場内の工程管理と同じ?
A2)工場内の工程管理と品質管理で違いがある。
4)企業事例発表
①「水晶振動子の許容差設計」リバーエレテック 宮川氏
パラメータ設計終了。製造上の規格を設定したい。詳細は割愛
②「品質工学ワークフローの検討」東京エレクトロン 中山会長
・目的はこれから品質工学を始めようとする人の助けになるような品質工学ワークフローを作成する。詳細は割愛。
→発表資料(パスワードで保護しています)
→YQEワークフローマインドマップ(ZIPファイル解凍はパスワードで保護しています)
→鶴田さんご講演マインドマップ(ZIPファイル解凍はパスワードで保護しています)
パスワードは、芦沢に確認してください。
(記録/住友電工デバイス・イノベーション(株)高野 秀夫)
第40回研究会 2013年11月8日(金)14:00-17:00 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員17名+講師1名
■議事内容
1)会員近況報告/トピックス
参加者それぞれが、品質工学への取り組みの状況を報告
中山会長…品質工学会からの補助が無くなったため、会費を引き上げたい。(法人会員→+2000円、個人会員→+1000円)
2)講演
「T法の事例紹介と長野県工業技術総合センターの概要」長野県工業技術総合センター 児野武郎氏
①プロフィール…児野(ちごの)は木曽の姓で、元々は武田家の家臣であり山梨県には所縁がある。
②長野県工業技術総合センターの概要
③【T法の事例①】T法によるビールの売上の予測
気象データ(降水量、気温等)、売上データ、日経平均株価等のデータを使用し、T法によるビール売上の予測を行った。しかし、最初の推定精度は悪く、特に12月の精度が悪かった。原因はおそらくお歳暮の影響。そのため、特異点の処理として12月(お歳暮)と7月(お中元)にフラグをたてた(7月、12月→1、他月→0)。その結果、真値と推定値の相関係数は0.840となり、良くなったが、推定精度は重回帰分析の方がまだ高い結果であった。
・2010年の推定が若干合っていない。→発泡酒、第3のビールの影響?震災の影響?
・気温などの予測の方が難しいので、結局予測としては使えないのではないか。→今月の気象データから来月の予測をしたらどうか。
【T法の事例②】諏訪湖の水質の予測
クロロフィル量のデータからT法を使用して、諏訪湖の水質を予測。前事例と異なり、重回帰分析よりT法の方が真値と合う結果となった。
・片側T法について→あまり使う人はいない。両側T法でよい。
3)企業事例発表
3-1)「導電性接着剤の機能性評価」リバーエレテック 宮川雅樹
詳細は割愛。機能性評価ではノイズは調合せずにフルスペックでテストした方が良い。接着剤は母材の表面状態の影響が大きい場合が多い。
「許容差設計の計画について」リバーエレテック 宮川雅樹
詳細は割愛。「ベーシックオフライン品質工学」を参考にするとよい。「許容差の設定」と「許容差設計」を混同しないように注意する。
3-2)「品質工学のワークフローの標準化」東京エレクトロン 中山さん
目的はこれから品質工学を始めようとする人の助けになるような品質工学ワークフローを作成する。品質工学を100%網羅するフローは難しいので、どこかで完成度に線引きが必要。→たたき台を後日発表する。
(記録/リバーエレテック(株)宮川 雅樹)
第39回研究会 2013年9月13日(金)14:00-18:00 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員14名+見学3名+講師1名
■議事内容
1)会員近況報告/トピックス
参加者それぞれが、品質工学への取り組みの状況を報告
2)講演会
「試作レスのためのシュミレーションとTM」有限会社 アイテックインターナショナル 井上清和氏
・日本電装株式会社にて半導体エンジニアとしてご活躍後、中京地区を中心に、品質工学にとどまらず開発設計のプロセス革新を永らく指導してきたアイテックインターナショナル社長の井上清和氏によるシミュレーションと品質工学の融合についてのご講演。田口先生のご指導により半導体デバイス加熱部分の悪影響を見つけ出しタグチメソッドの効果を確認した。企業内研修を中心に実践解決を行っている。
・中国での普及について。中国ではそんなに普及していない。日本人はなぜ、なぜを考えるのに対し、中国人はどうするかを考える。中国人は答えを求め片っ端からやる。(但しやることはすぐやる、アイデアはいっぱい考える)
・日本産業界の現状について。シンガポール、香港、アメリカは成長しているのに対し日本は横ばい。
アベノミクスで伸ばす?⇒ 技術で伸ばす。
・シミュレーション精度の向上について。
品質工学で何が出来るか? ⇒シミュレーションの精度を上げることは可能。
設計の仕事は比較の世界。傾向があっていれば良い。より良いほうを選ぶ。最良の条件で結果を確認する。
シミュレーションの精度と技術開発の関係は、シミュレーションの精度が高いほど有効に使える。
・シミュレーションによるロバスト設計について
ロバスト設計 誤差因子(外乱、内乱、ロット間)の変動に強い。
温度が変わる(外乱)、使っていくと(内乱)、ロット間 ⇒いずれも材料の寸法が変わる、物性が変わる。
同じようにシミュレーションでもふってみる⇒変化しないところ⇒ロバスト設計。
データ解析は標準SN比(21世紀型で)。
再現性を得るコツ(交互作用回避)⇒ 特性値がエネルギーに関係するものになっているか。制御因子間の相関は。
・シミュレーションによる許容差設計について。
特性のばらつき評価について、従来法(モンテカルロ法)では、300回のランダム計算が必要であったが、L27の直行表計算(計算回数27回)で同等の計算結果を出すことができる。
・因子のふり方について
目的を明確にする ロバスト設計では広くふったほうが良いが、許容差設計ではあまりふらないほうが良い。
3)文献研究 「標準化誤圧によるパターン認識、マハラノビス距離を用いない方法」パイオニア 麻生三郎さん
誤差分散とは、計測や予測の誤差の2乗平均でその平方根が誤圧である。
誤圧の一般化(誤圧による文字認識の例)について。
誤圧の定義⇒音圧、音の圧力が時間軸に対して変動する。
誤圧を使ったパターン認識⇒似たものをみつけて判断する。
MD法が複雑な計算が必要なのに対しT法で標準誤圧を提案した。(計算が簡単になる)
4)事例発表 成型技術について テルモ 鈴木貴志さん
詳細は割愛する。検討した特性値、因子についての議論を行った。
何故この特性値にしたか。一つ一つの因子の効果を考える必要があるのではないか。等々
5)その他
11月16日(土)浦和で行われる4県合同の研究会の参加者調査について
(記/株式会社 キッツ 窪田 和久)
第38回研究会 2013年7月19日(金)14:00-18:00 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員18名+見学2名+講師1名
■議事内容
1)会員近況報告
発表大会報告
酒井さん…初めて参加したが、他の学会と違うイメージ。実業界の発表が多く、学生や教授が少ない。反対意見が普通に出てくるのは、貴重な体験。
熊坂さん…新しい提案が少なくなってきているようだ。QC検定が成功しており、検定でモチベーションを上げるのが一つの手だと思う。
2)輪講 田口玄一論説集3より「第3編 品質工学とマネジメント 第3章 工程管理の設計は生産性で―製造現場の所要人員の求め方」
担当:高野さん、熊坂さん
品質工学の手法の中心はパラメータ設計だが、第3章は品質管理がテーマ。普通のオンライン品質管理と違い、作業者を何人にしたらよいかの議論。
製造現場では、生産管理と品質制御(間隔nと調整限界D)が主な仕事となる。最適なnとDを求めることで、ユニットマニュファクチャリングコストを下げることがポイントとなる。
3)講演会
「製造業における品質向上の取り組みと品質工学の活用」HamadaQualitySolution 浜田和孝氏
学会の庶務会長。
【テーマ1:製造業における品質工学実践の状況】
学会誌20年、610件の論文発表調査の結果、85%が製造業で業務用機器(主に複写機)28%、輸送用機器(主に自動車)27%と多い。自動車、複写機はクローズ型、インテグラル型であった。部品点数が多い。部品間の交互作用があり、摺合せ型製品。開発形態が品質工学が有効な業態であった。品質工学の有効性、重要性は本質的には変わらないが、2000年前半は品質管理手法の限界を感じた時期で、未然防止と品質保証の高度化が必要だった。2008年リーマンショック以降は学会や外部指導者に頼らずとも、社内で使えるようになり書籍を多くなった。社内事例も増えてきて品質工学会に頼らなくても困らない状況になった。つまり、普及したということだが。
【テーマ2:圧倒的な品質レベルを獲得するには】
未然防止を図るツールとしてのDRBFMと品質工学の適用。
品質問題を分析したところ、変更点、変化点(誤差)の見逃し70%,人と人または組織間のインターフェース15%,バラツキに対する問題意識や設計的配慮の不足10%,再発問題5%であった。未然防止の要件 問題を見えるようにしてみつけるしくみと手法が必要。
・Good Design(問題の少ない設計)品質工学など→Good Discussion残された問題の発見(DRBFM等)。それでも出てしまった問題は、迅速に直す→フィードバック固有技術化して→再発防止→DRBFMへ
Good Designとは
・どうやったらだめになるのか=どうやったらうまくいくのか
・不良品を作れない会社には良品は作れない
・どうやったらダメになるかを知らない設計者の設計は、必ず問題を起こす。
・良い設計を変えるな。標準化。基本的には横展開する。
・良い設計でなければロバスト設計を行う。
Good Discussionとは
・変えなければ(あるいは変わらなければ)品質は維持される。
・変更点変化点を見つけるのは問題発見の近道。変更点,企画構造,電子機能,材料,工法工程,変化点,組み合わせ,使い方,使用環境
【テーマ3:日産自動車における品質工学の取り組みと事例紹介】
1989年信頼性保証センターにて推進。
普及促進の契機となったのは、インタークーラーの気流音低減の事例から。品質工学は戦略と言われるが、開発のやり方として合理的なのかということをどう理解するかということ。様々な組み合わせを実際に作っていることに意味がある。交互作用は必ずあり、そのなかで良い条件を見つけ出すことが重要。直交表使うだけでも、よりロバストなことになっていると考えてよい。
4)事例発表
リバーエレテック宮川さん…導電性接着剤の機能性評価
詳細は割愛するが、Q&Aにおいて、開発の途中では誤差因子は調合してよいが最後判断はフルスペックのほうが良いだろうとのコメント。
テルモ鈴木さん…成形条件の最適化
詳細は割愛するが、確認実験で利得が得られていないことについての議論を行った。
(記/リバーエレテック㈱芦沢英紀)
第37回研究会 2013年5月15日(水)14:00-17:45 ■開催
・山梨県工業技術センター高度棟2階 共同研究エリア
・参加人数 会員19名+見学5名
■議事内容
1)近況報告・自己紹介 参加者それぞれ品質工学への取り組み状況を報告
2)2013年度総会
2013年度始めとして、役員改選、昨年度の総括、本年度の方針、昨年度決算報告、本年度予算承認が行われた。会員数 名中 出席者数 名 委任状提出者 名により過半数の参加により総会議事成立。 本年度は、実践活動を通して企業へのアウトプットを重点的に行い、事例研究及び実践型ケーススタディを中心とした活動を行う。持ち回り発表については、7月以降は「田口玄一論説集 第3巻」を輪読、発表、議論する。 講演会については、7月以降の講演者未定のため会員より希望を募る予定。
また、オープンテーマとして実践ケーススタディとは異なる汎用テーマ(ダイエット法等)での研究も行う。内容については、後日会員より募集する。
今年度は品質工学会からの活動支援金が無いため、ペーパーレス化、Skypeを介しての講演などで支出抑制を図る。
3)持ち回り発表(リバーエレテック 秋野 真志)
長谷部著「開発現場で役立つ品質工学の考え方」第7章「戦略ツールとしての品質工学」第8章「品質管理の限界を超える」輪講
7章の解説内容として、パラメータ設計は、上手に失敗実験を行うことで技術情報を得る方法であり、この実験での最適条件が必ずしも設計条件とはなり得ないことに注意が必要である。パラメータ設計で「技術開発」を行った上でコストなどの制約条件も加味しながら設計するのが望ましい。
8章内容ではTQC(総合的品質経営)とQC(品質管理)及びQE(品質工学)の関係性について、TQMの達成にはQC、QE双方が機能しなればならず、TQM=QC+QEの関係式を満たすことが重要と解説した。
4)講演会:「タグチメソッドの変遷 ~エポックメーキング事例を通して」
(ASI consulting group 田口 伸氏)
昨年他界された故田口玄一氏のあゆみを振り返ると共に玄一氏、伸氏が携わった研究事例を通して品質工学の勘所を分かり易くご講演頂いた。
内容としては
・玄一氏の森永製菓キャラメル実験、電気通信研究所でのクロスバー交換機システム開発及び伊那製陶でのタイル製造実験におけるロバストデザインの概要
・国鉄車輛のL16直交表実験での全体最適化実験については、推定と確認までは行い要求を満足した結果を得たが、機能の最適化は図れていないことになるので現在は推奨されていない。”Robust Assessment”と”Validation”の違いを認識することが重要。
・ゼロックスの事例による機能窓法の解説
・ノイズの扱い方 品質工学ではノイズの影響を最小化できる。
・コストと品質では、コストの方が大事。但し、品質向上はコスト低減に一番効果的。
質疑応答では、近年日本で盛んに行われているMT、T法のアメリカでの状況を伺ったところ、欧米ではまだ活用されていない模様とのこと。ようやく英訳書籍なども出始めたので今後活発化していくのではないかと予想されていた。
5)山梨学院経営学研究センターのご紹介 (山梨学院大学 東 秀忠教授)
この春開設された山梨学院経営学研究センター(RIMS)の活動についてご紹介頂いた。
技術経営やマーケティングなどのテーマで、2013年度は5回のワークショップの開催が予定されている。初年度年会費無料等の特典もあるので、YQE会員に対しても積極的な参加を呼びかけて頂いた。
6)文献研究「標準化誤圧によるパターン認識」(パイオニア 麻生 三郎)
タグチのSN比の思想的背景にあるこの独創的な量概念の発想について深く理解し、MDからT法に至る過程で創出された「標準化誤圧」の新たな活用法を深く学ぶことを提唱。
第1回 「標準化誤圧によるパターン認識、マハラノビス距離を用いない方法」(標準化と品質管理,53,3,(2000) p.86)
第2回 「標準化誤圧を応用したRT法」(品質工学,18,5,(2010) p73)
第3回 「標準化誤圧とMT法の特性と診断技術」(品質工学,20,1,(2012) p74)
第4回 「重み付け誤圧距離を用いた異音判定法」(第20回品質工学発表大会,(2012) p.286)
を予定。学習参加・意見交換メンバーを募集。
7)日本のものづくりの現状と課題(産業革新研究所 熊坂 治)
世界的な統計資料に基づき日本の製造業の現状を説明されると共に、今後の日本のものづくりのあり方について解説。インターネットサイト「ものづくり革新ナビ」についても紹介した。
(記/ リバーエレテック㈱ 木下 義則)
第36回研究会 2013年3月8日(土)14:00-17:30 ■開催
・山梨県工業技術センター デザイン棟2階研修室
・参加人数 会員20名+見学1名
■議事内容
1)自己紹介/トピックス
2)Skype講演「変革時期に必要なアブダクション思考」(のっぽ技研 長谷部光雄氏)
今変革時期にある日本企業は今までの考え方を変える必要があるのではないか。その中で、 生命から学べることはないか。(バイオミミクリ)
実際に技術では、水泳着(サメの肌)など、実施されている例がある。
①アブダクション、第三の思考
生命の進化を考えると、カンブリア紀(生物の種類が大幅に増えた時代)では、色々な形態の生命がいてその中で適応したものが生き残った。言い換えると、カットアンドエラーで適合したものが生き残ったといえる。これは、論理でいうと第三の思考、アブダクションになるのではないか、先が見通せない変革期にこのような考えも有効ではないかということを唱えられていました。
②異分子の活用
生物の細胞には、ミトコンドリア、葉緑体など独自のDNAを 持っているものが取り込まれている。そうすることで、機能を上げて生き残ってきた。会社も異分子を取り込み、成長していくことが必要と話されていました。
③PDCA(Plan→Do→Check→Act)からPDSA(Plan→Do→Study→Act)への転換
戦後の復興期にPDCA(Plan →Do→Check→Act)導入による品質管理は日本の産業発展に大きく寄与したが、維持管理が目的なので変革期には適していない。より、創造に適したPDCA(Plan →Do→Study→Act)への転換が必要でないか。Check(検証)ではなく、Study(研究)を行い、サイクルの中で仮説の修正し、その時々で方向性を変更しながら開発していく必要性を話されていました。
④尺取虫戦略
成長するために、足固めをするステージと飛躍するステージがある。
3)持ち回り発表(担当:テルモ株式会社)
長谷部著「開発現場で役立つ品質工学の考え方」第6章「改善策を効率的に見つける方法」輪講
4)A班 事例発表
1. 水晶片のマウント工程のパラメータ設計(リバーエレテック株式会社 鈴木悠介)
実験目的...マウント工程に使用する接着剤の塗布量のバラツキを抑えるために接着剤塗布工程のパラメータ設計を行う。
具体的内容については、割愛。
質疑応答では、以下の意見等が出ました。
塗布時間を信号にして評価した方が良いのでは?
接着剤に求められる機能は多いので、機能をもう一度考えてみても良いのでは
今回は塗布技術として評価しているが、 製品製作技術として評価してもよいのではないか。
2. プラスチックパーツの超音波溶着(テルモ株式会社 木下秀明)
機能窓をつかい評価した。
基本機能...超音波の振幅にプラスチックの溶着面積が比例する。
具体的内容については、割愛。
3. 今回は、T法に関する以下の2つの論文について研究した。
T法の応用例が色々発表されているので、今後評価していきたい。
T法によって拡張されたパラメータ・スタディ(細川 哲夫 (株)リコー、第20回品質工学発表大会 25、P98)
T法の適用に関する新たな試み-MTSの検討3(武部 智 東芝電子エンジニアリング(株)、第18回品質工学発表大会 76、P302)
質疑応答
パラメータスタディに類似した手法として、後分類がある。*第三版 実験計画法(下)26章を参照のこと。
時系列解析も有効な場合があるので、解析方法として検討したほうがよい。
4)B班 初心者講習(パイオニア・マイクロ・テクノロジー 望月敬也)
テーマ:パラメータ設計(射出成形機の事例を取り上げて)
参加者:5名
内 容:高橋,松田,鴨下,早崎,矢野:射出成形機における可塑化装置の最適化(品質工学 13-2(2005)pp.53-39)
を取り上げ、またこの事例を分かり易く解説している
矢野:やさしく使える「タグチメソッド」の計算法
も補助教材として使用した。
持ち回り発表でも質疑のあった「水準ずらし」についての補足説明をここでも行い、参加者は理解を深めた。
(記/ 東京エレクトロンAT 田中 秀朗)
第35回研究会 2013年1月12日(土)13:05-17:10 ■開催
・甲府市中央公民館 第2会議室
・参加人数 会員19名 一般聴講4名
■議事内容
1)自己紹介/トピックス
参加者全員からの近況報告では積極的に業務で品質工学を活用している方、これから活用しようとしている方、停滞している方などさまざまなコメントがなされ、毎回、意欲の高さが感じられる。
特に納富監事は2012年度の医学生理学ノーベル賞の山中先生のiPS細胞遺伝子の探索手法から感じたシステム設計の要諦の概要を紹介した。その中で超多水準の場合には感度に着目した探索が重要であることを指摘した。これに関連して熊坂監事から直交表を活用すればもっと合理的に探索できるという品質工学専門家たちとの談話が紹介された。
2)講演「QFD-TRIZ-パラメータ設計の連携適用による絶対的強みの確立(株式会社コガネイ/高速2ポートバルブの開発事例)」(アイデア 笠井肇)
(株)アイデアは基本的にTRIZのコンサルティング会社だが、機能-属性分析、根本原因分析やブレインストーミングなどを付加し、よりアイデアが出やすいシステムを取り入れており、品質機能展開でテーマを決める場合やパラメータ設計を組み合わせる場合も多い。
今回の事例も当初はTRIZの依頼であったが、打ち合わせ中に3手法を組み合わせることとし、教育の時間も含んだ開発日程にしたことと、(株)コガネイの担当者が熱意を持って取り組んだことを成功要因と考えている。
品質表作成にあたっては、バルブの用途が多岐にわたるため、通常の品質展開のほかに顧客要求の展開を行い、項目の漏れを防止した。狩野モデルを取り入れるのも特徴である。
TRIZでは、発明原理やシステム進化パターン、分離の原則などを利用して数百件にも及ぶアイデアを創出し、トリミングでコストダウンも同時に検討した。
パラメータ設計では、バルブの仕事量と消費電力を基本機能として、多数のサンプル作成が困難なことから、電磁解析シミュレーションで最適化し、自社従来製品比応答時間1/2以下、消費電力1/2以下、流量3倍以上などを達成した。
質疑応答では、品質表で数値評価しない理由や、TRIZ活用での成功率、失敗する場合の原因などが議論された。
3)持ち回り発表(キッツ風間 正裕)
長谷部著「開発現場で役立つ品質工学の考え方」第5章「検出力を高める方法」輪講
企業の要求である市場での品質を開発段階で効率的に正しく予測し、判断するために、品質工学では異なる組み合せと、極端条件のデータを使う。そのために誤差因子を使い、静特性や動特性のSN比で機能性を評価する。
4)A班 A班 事例発表
1. ボールシート最適化設計(キッツ船渡正澄)(社外秘のため省略)
2. 装置監視システムへのT法の適用(東京エレクトロン中山)(社外秘のため省略)
3. 稲田、永田 et al.:タグチのT法およびその改良手法と重回帰分析の性能比較 (品質 JJSQC 42(2), pp.103, 2012)の文献研究(パイオニア 麻生)
すべてのデータを信号データと考えるTa法と、項目ごとにSN比が最大となるサンプルを信号データとするTb法を考え、二つのモデルと重回帰分析、T法に関して予測誤差期待値を指標とした精度を比較し、多くの場合でTa、Tb法が良好だった。
4)B班 初心者講習「品質工学を使った新しい品質の管理について」(シグマポ 納富)
品質工学では社会的総損失で品質を評価する。そのために技術は、製品・サービスがもたらす全ライフサイクルの影響に責任をもつ。技術情報の獲得、ばらつきの要因、実験のキーワード、実験に取るべき姿勢、品質評価の方法、技術マネジメントの問題点と技術戦略を解説した。
(記/ (株)産業革新研究所 熊坂 治)
第34回研究会 2012年11月9日(金)14:00-17:10 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア
・参加人数 研究会員18人
■議事内容
1)自己紹介/トピックス
参加者全員からの近況報告では積極的に業務で品質工学を活用している方、これから活用しようとしている方、停滞している方などさまざまなコメントがなされ、毎回、意欲の高さが感じられる。
特に納富監事は2012年度の医学生理学ノーベル賞の山中先生のiPS細胞遺伝子の探索手法から感じたシステム設計の要諦の概要を紹介した。その中で超多水準の場合には感度に着目した探索が重要であることを指摘した。これに関連して熊坂監事から直交表を活用すればもっと合理的に探索できるという品質工学専門家たちとの談話が紹介された。
2)増田顧問講演
前半は「T法における欠測データの活用に関する研究」、後半は「T法における項目選択の有効性に関する研究」の演題で実践的なT法の活用事例を紹介した。 T法では欠測データがあっても予測精度が変わりにくいことをトリッキーな2重データを用いた欠測モデルと我が家の電気使用量予測の事例で示した。この場合はデータ数によるSN比への影響をさけるためにエネルギー比型SN比を推奨した。
また、項目選択の手法として直交表を使用しないでT法の各項目を交互にはずし、総合推定値と真値の重相関係数の変動比較から、はずした項目の重要度を評価する新たな手法を提案した。電気使用量予測の他にさまざまな事例による検証が必要であろう。
3)持ち回り発表(パイオニアマイクロテクノロジー(株) 望月)
長谷部著「開発現場で役立つ品質工学の考え方」第4章「実践的なデータ解析の基礎」について、データから情報を取り出す方法の2乗和の分解、変動と自由度、多元配置と直交表などの基本数理の一端をわかりやすく説明した。特に、正規分布の仮定は無意味、情報量が少なくなるという考え方に対して質疑がなされたのが興味深い。
4)A班 事例発表
1.文献研究「増田:非線形成分を考慮したT法の研究」(パイオニア(株) 麻生)
増田の2次回帰式による項目Xの変数変換Y=aX^2+bX+cの考察からSN比(η1,η2)の重み付けで係数を決める2次式Y=(η1*X/β1+η2*X^2/β2)/(η1+η2)で変数変換する新たな提案がなされた。
「我が家の電気使用量予測」データを用いて増田の方法とこの手法との比較をすべきとの宿題が出された。特に、回帰式の最小2乗法について品質工学の中での考え方の質疑がなされたのが興味深い。
2.「痛み」、「刺し心地」の評価方法の研究(テルモ(株) 木下)
官能評価にもとづくT法を活用した評価の可能性の検討について解析の途中経過を紹介した。
3.MT法による最適加工条件の研究((株)産業革新研究所 熊坂)
研究所で現在取り組んでいる事例として、加工材料(3種)の切削条件について数社の加工データを活用し、T法により最適加工条件を解析した結果の中間報告をした。加工会社(0,1で会社項目の数値化)、加工時間、加工精度、切削速度、潤滑剤などの条件の重要度をT法の推定値と真値の重相関係数の大きさで評価し、材料別に解析するなどして有効な解析ができる手ごたえを紹介した。切削条件について切削機構に応じた選択の重要性の質疑がなされた。
5)B班 初心者講習(東京エレクトロン(株) 中山)
初心者講習会で好評だった内容のMTシステムの概要を説明した。事例として半導体製造ラインの装置内異物管理の適用例を紹介した。MT法の適用ポイントについて活発な質疑がなされた。
(記/ パイオニア(株) 麻生三郎)
第33回研究会 2012年9月14日(金)13:45-17:30 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア
・参加人数 研究会員20人,見学1人
■議事内容
1、参加者近況報告
2、講演会
のっぽ技研長谷部氏に「TRIZと品質工学の発想」のタイトルでご講演いただいた。
TRIZの全体像は、漢和辞典に似ており矛盾マトリクスや発明原理(漢和辞典で言えば画数や部首検索)をTRIZを通し、複数の相似解(読みや漢字の意味)を出力する。
TRIZの相似解は、これまでに事例があったものではあるがどれが適切かは自分で決める必要がある。
すなわち、TRIZから得られた解を使うには「機能」を考えぬく必要があるがこの意味では品質工学と同じ根本を持っている。
エンジニアは常に機能について考えぬく必要があり、そのために適切なノイズを考慮したパラメータ設計が市場での不具合をなくすために非常に重要である。
機能について考えぬくには、「○○機能」と名前をつけていくと適切な方向で思考しやすくなる。
3、持ち回り発表
「品質工学の考え方~長谷部光雄著~」をテキストとして、研究会員で持ち回り発表。今回は第3章。
4、事例研究
①リバーエレテック殿より工程異常の調査についてT法を活用した事例を発表。
突発不良は管理の問題、慢性不良ならパラメータ設計を検討する方が適切ではと意見が出た。
②テルモ殿より医療機器の設計に関する事例を発表。
材料設計の視点で検討した方が、より汎用性の高い結果を得られるのではないかと意見が出た。
(記/ 板谷 旬展)
第32回研究会 2012年7月14日(土)13:10-17:00 ■開催
・甲府市中央公民館
・参加人数 研究会員20人,見学2人
■議事内容
1、参加者近況報告
2、講演会
株式会社IDEAの社長、前古護氏にTRIZの起源、原理、必要性について講演していただいた。
TRIZは旧ソ連で250万件の特許調査から考えられた発想法。TRIZにより技術的な課題に対し的確な解決の指針を得られ、短時間に漏れなく行える。最近では中小企業でも導入され、TRIZで開発された商品にシェアトップの企業が脅かされることも出てきた。
TRIZは矛盾解決マトリクスや発明原理を用いるが、マトリクス項目のの選択方法には訓練が必要となる。また、TRIZと品質工学、QFDを組み合わせることで更に効率良く製品開発が進むことが期待される。
3、品質工学研究発表大会感想
アルプス電気による転写性の事例は一週間というごく短期間でかつ中国で行った点が注目(木下)。山梨県品質工学研究会によるワインの品質予測の発表では判定者は選抜するのではなく評価値を重み付けする方が良いのではと提案あり(中山)。リコーからはパラメータ設計とT法の組み合わせの発表(熊坂)。
4、持ち回り発表
山梨アビオニクスの佐野からの発表。
「品質工学の考え方~長谷部光雄著~」をテキストとして、研究会員で持ち回り発表。今回は第二章。
内容は品質、機能、ノイズ等について。機能を考える場合は具体内容を抽象化し解決、具体的内容に当てはめ直す。基本機能抽出のコツは要約で考えられること。転写性、エネルギーで考える等の方法がある。(エネルギーでの検討は困難との意見あり)
5、事例研究
①リバーエレテック木下から生産ライン改善についてT法の活用。目的はっきりせず、目標設定から見直す。
②リバーエレテック北村からライン画像検査装置改良へのT法の活用。MT法よりはパラメータ設計が向いていると意見が出た。企業内の背景など、わかりにくいところがあり、次回までに方針をもう一度練り直す。
③パイオニア麻生から「目的機能と基本機能(6)-T法による総合予測-田口著」について。T法の基本概念ついて論議。
(記/リバーエレテック株式会社 秋野 真志)
第31回研究会 2012年5月11日(金)14:30-17:30 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア
・参加人数 22人
■議事内容
1、総会
2012年度始めとして、役員改選、昨年度の総括、本年度の方針、決算報告、予算承認、規約改正が行われた。
役員として、総務を新設。昨年度の総括を受け、本年度では企業へのアウトプットを重点的に行い、
① 実践型ケーススタディ
② 持ち回り発表
を新たに行うこととなった。
実践型ケーススタディは、リバーエレテックでの事例を取り扱ったのち、随時ほかの企業の事例を受け付ける予定。それに伴い、会員には個人単位で機密保持契約の締結を、一年ごとに義務付けることとなった。具体的には、7月の例会で契約書に署名、捺印。また、上記を受け、規約を改正。
持ち回り発表については、冊子「品質工学の考え方」を1月に1章ずつ企業ごとに発表。
業務外の時間に活動したいとの要望を受け、品質工学研究会の日程を、7月と1月に限り土曜日に開催することとなった。会場は甲府市中央公民館。
2、近況報告、自己紹介
参加者それぞれ品質工学への取り組み状況を報告。リバーエレテックの1名が交代。
3、KOA株式会社 技創りセンター 守谷 敏氏 講演
「女子プロゴルフの賞金獲得予測―予測のためのタグチメソッド―」
新日本女子ゴルフ協会のサイトに公表されている、2008~2010年度の各選手の獲得金額と公式記録との関係を、T法によって解析し、2011年度の獲得賞金を予測。獲得賞金と順位の関係が線形ではないため、log変換を行うことによってより精度の高い予測が可能になったとしている。順位と獲得賞金との関係は、1/xの関数によって配分されているため、そちらの関数を使用したほうがより精度が高くなるのではないかとの指摘があった。また、今回の解析は結果と結果との相関を見るものであり、選手が具体的に何をすれば獲得賞金が増加するのかといった考察ができていないとの指摘もあり、ものづくりにおいてT法を利用する際には、自分たちが操作できる技術(制御因子)と結果との相関を調査するのがよいとのこと。
(記/リバーエレテック株式会社 大西 秀和)
第30回研究会 2012年3月9日(金)14:30-17:30 ■開催
・山梨県工業技術センター 高度棟2階共同研究エリア
■議事内容
3月度定例会は、のっぽ技研 長谷部氏の講演会とグループ活動成果報告会の2部構成で開催した。
1)講演会:「高品質と開発期間半減は両立できる!」のっぽ技研 長谷部 光雄氏
本講演は、マネージメント層向けの講演である。
長谷部氏が実践された、「リコーの体質改善の歩み」をもとに、品質工学の意義、有用性及び開発期間短縮にどのように貢献したかをわかりやすく講演頂いた。
従来から行われている品質管理(QC)手法の評価では、膨大な信頼性テスト期間が必要となりかつ、市場における使われ方のばらつきが表現できず、最終的には、市場でのトラブル、設計の後戻りが発生してしまう。 これを打破するには、発想の転換が必要で、如何に市場でのトラブルを予測し、評価していくかがポイントとなる。その手段が、品質工学であり、これを活用することで技術品質の向上、評価期間の短縮を狙うことが可能である。今後、更なる顧客満足を増大するには、開発・設計から製造・出荷までのプロセスの中で、品質工学と品質管理両方の手法を使い分けながら進めていくことが、技術経営には必要となってくる。
2)グループ活動報告会
・テーマ1:コマのパラメータ設計
本テーマは、コマのパラメータ設計を通じて、パラメータ設計の流れ、考え方、解析手法を習得することを目的としている。設計の狙いを、長く回るコマを設計することとし、シミュレーションを用いて実験を行った。コマの運動を、“コマの立ち上がり運動”と“コマの回転運動”に分け、それぞれで解析を行い、最適条件を求めた。確認実験での利得の再現性は大きくないものの、比較条件に対して利得はある結果となった。最終的に試作を行い、コマが停止するまでの時間を計測、パラメータ設計で導き出したコマは、SN比が大きいことは証明された。但し、最終的の本当の狙いとするコマが設計できたかということについては課題が残る結果となった。
・テーマ2:ボールペンの機能性評価
本テーマは、ボールペンの機能性評価を通じて、機能性評価の考え方(損失関数含む)の習得することを目的としている。
各社のボールペンの“書きやすさ”について機能性評価することを狙いとしている。機能性評価を行う上で、誤差因子の選定が必要となるが、書きやすさを阻害する誤差因子の項目が多く、絞りきれないので、L12直交表に割り付け、誤差因子絞り込みを行った。結果、3つの誤差因子の当たりをつけることができた。時間の都合上、この誤差因子を使っての機能性評価は出来ていないため、今後、更なる検討が必要である。
・テーマ3:甲州種ワインの品質予測に関する研究
本テーマは、MTシステムによる甲州種ワインの品質向上を目的としたテーマで工業技術センターとの共同研究である。
今回の研究では、T法を用いて行い、官能評価に影響するワイン成分の特定とワイン成分を調整する醸造条件の特定を行った。
検討の結果、官能評価の項目として“香り”、“果実味”、“旨味”がワインの品質に大きく影響しており、正の相関をもつことがわかった。また、これらの項目に影響する醸造条件としては、ワイン酵母、グリセロール、コハク酸の発生量及びIA量であることがわかった。本テーマは、QES2012にて発表を予定しており、発表までに、更なるブラッシュアップを期待する。
・テーマ4:品質工学事例研究
本テーマは、T法(1)に注目し、文献研究を通じて、T法(1)の新たな考え方及び数理を考察することを目的とする。品質工学研究発表大会の論文集より3事例を選択し、T法(1)による判別の考え方及び重みづけの数理に関する考察を行った。現時点では、高精度で判別をするためには、MT法を用いる方が良いが、T法(1)においても、判別の推定精度が向上する場合もあり、今後の新たな展開、活用が期待される。
(記/テルモ株式会社 木下秀明)
第29回研究会 2012年1月13日(金)15:00-17:30 ■開催
・山梨県工業技術センター
・参加人数 16名
■議事内容
1.参加者の近況報告
熊坂さんより「ものづくり革新ナビ http://www.monodukuri.com/」の紹介。事業戦略,製品企画,研究開発設計,製造段階、それぞれの分野で生産性向上に有効な手法をナビゲートする。登録無料。
2.ワンポイントレッスン「T法の適用について」(中山会長)
ノウハウ、エンジニアの発想など、無形のものはパラメータ設計による具現化が良いが、過去の実験データや製造工程の検査データなどが蓄積されている場合はT法を活用するのが効果的。グループテーマで研究しているワインの品質予測データを使い、昨年のデータをもとにして今年のワインを予測した事例の説明から、予測精度の優秀性を説明。今あるデータから、状況の把握~処置の判断まで、生産現場における広い範囲での適用が可能であることを再確認。
3.グループ活動 下記4カテゴリーに分かれて活動
-------パラメータ設計-------
「コマのシミュレーション設計」
参加者:秋野リーダ、木下さん、鈴木さん、船渡さん、芦沢
秋野さんより、動特性のシミュレーション結果報告。ゼロ点比例で計算したところ、確認実験でSN比、感度ともに予想より利得が大きくなっている。秋野さん、船渡さんより、それぞれが計算した静特性のシミュレーション結果報告。静特性は利得再現性が得られた。なお、動特性は眠りゴマになるまでの過渡的な評価、静特性はより良い眠りゴマになるための形状評価、となっている。動特性と静特性の各要因効果図を見ながら最適条件を決定。コマ直径がトレードオフの関係になっているが、それ以外は最適水準を選択可能。トレードオフのところは、どういうコマを設計しようとしているのか初心に戻って再考察し、まわしやすいコマを狙っているので眠りゴマになりやすい条件を優先。今後は最適条件と標準条件のコマを作製して、シミュレーションの結果と比較する。
-------機能性評価-------
「ボールペン機能性評価」
参加者;佐藤リーダ、木下副会長、窪田さん、大西さん
試験装置について、筆圧を制御する機構について改造した。今後の試験の進め方は、2月上旬までに試験データを取り、そのデータをチーム全員に配信して各自解析をする。
誤差因子が多すぎるため削除を検討。紙の濡れ具合(紙がぬれていると全く書けなくなるため)、使用量(結果に与える影響が大きくないと予想されるため)、の因子を削除し9因子とした。
-------MT法-------
「甲州ワインの品質予測」
参加者;田中リーダ、赤堀さん、岡田さん、廣瀬さん(延長戦のみ)、中山会長
ワインテイスティングの解析結果のレビューを行った。甲州種ワインに重要な特性は2008、2009年度と同じく香りと果実味が重要な特性であった。しかし、旨味が過去2年度と比較して、重要度が下がっていた。また、テイスターのスクリーニングで、今年の感度が高い人たちは今回初めてのテイスティング参加する人が多かった。
宿題は、重要な官能評項目とワインの成分との関係をt法で調べる。
a.解析方法
①各年度のデータを一つデータ群として、各年度のデータを解析
②3年間のデータを一つのデータ群として解析。
*田中リーダが解析に使うデータベースを今週中に送付。
b.担当
果実味、旨味、果実香...赤堀さん、上田さん、岡田さん
香り、異臭...大塚さん、廣瀬さん
花様香、総合評価...中山会長、田中リーダ
-------事例研究-------
参加者;麻生リーダ、増田顧問、熊坂さん 「T法(1)により判定問題を検討した事例報告:「T法(1)による制御判定手法の検討」(落合、第19回品質工学研究発表大会論文集 2011)について討論した。
複写機の画像制御状態の特性値として制御システム全体に影響を与える絶対湿度(AH)を状態評価の信号にする考え方には汎用性がない(飛躍)と異議がだされた。また、実測AHに対するD^2値やAH推定値の入出力関係の分布から判定するのではなく、閾値の考え方によって判定をすべきであって複写画像制御の基本機能の捉え方に問題があるとの指摘がなされた。しかし、T法(1)による新たな実践的な判定手法を提案し検証しており、今後の展開が期待されるとの意見もだされた。その他、判定問題はMT法(D値)で検討すべきである、制御システムのパラメータ設計をすべきである、などが話題になった。」
(記/リバーエレテック株式会社 芦沢英紀)
第28回研究会 2011年11月11日(金)15:00-17:30 ■開催
・山梨県工業技術センター
・参加人数 16名
■議事内容
1.参加者の近況報告
2.ワンポイントレッスン「基本機能を考えるやり方について」(木下副会長)
基本機能の導き方や注意点について講演。基本機能を導くには思考プロセスを怠らずに一貫性を持って考え、課題、目的をはっきりさせる必要がある。また、基本機能に正・不正解は無く、目的にどの程度近いかが課題となる。
3.増田顧問講演 「アメリカ中央情報局(CIA)のデータを用いたT法の解析」
CIAの統計資料を重回帰分析するとインターネット普及と少子化に関係があるとの話があり、同じ資料を用いてT法で解析した。結果はインターネットの普及とは相関が見られた。ただし、人口中央値との相関の方が優位であった。このようにT法は計算がシンプルで表計算ソフトがあれば解析可能なので、少し気になることがあればすぐに利用が可能である。 公演後、多数の論議が行われた。
-パラメータそのものは技術者の知恵にかかっている。思いつくパラメータを全て入れることもあり。
-重回帰分析に比べると未知のデータについて強い。
4.グループ活動 下記4カテゴリーに分かれて活動
-------パラメータ設計-------
「コマのシミュレーション設計」
割付け(制御因子、水準、誤差因子)の確認。静特性は各自で計算、解析。動特性は秋野が計算、各自で解析。
増田顧問のアドバイス…1.水準を振り過ぎると交互作用が出る。2.標準SN比は誤差因子による曲線の動きによっては機能しない場合があるので注意。
今後の予定は11月末までに計算・解析。12月に一度集まる。
-------機能性評価-------
測定方法の検討、人的誤差を排除すべくモーターで速度を制御する簡易的な装置を作製する。
構造としては「コンパス」中心軸をモータで回し、速度制御していく予定。
誤差因子について、筆圧、速度、紙の粗さなど今回誤差因子候補が約7~8因子上がった。直行表(L12)に割り付けて誤差因子の選定を行う。
今後は、①装置の作成、②誤差因子を具体的に決定する。※紙の粗さ→段ボールなど。
-------MT法-------
今回はデータ入力していたメモリーにトラブルがあり、解析の進捗は無し。12月に集合して解析する。
-------事例研究-------
相関項目を考慮した改案T法(1)による診断問題への応用事例である鶴田らの「T法およびその改案法の汎化能力の検証」(第19回品質工学研究発表大会論文集 2011)について討論した。信号の真値として異常度:2水準値(適合不適合)の仮想の値を定義する方法などは実践的な手法の印象を与えた。一方、赤池情報量基準にふれながらも改案T法の項目増加が過学習ではなく項目選択が過学習であるとの考え方や汎化能力の評価指標には疑問がもたれた。また、MTA距離法、基準化値積法について増田によって提案された非線形成分の補正視点との関連性が示唆された。その他、開発段階でのT法適用の是非、パラメータ設計の適用優先、項目選択による項目減の弊害などを話題にした。次回もT法(1)のパターン認識事例の研究を行う。
(記/リバーエレテック株式会社 秋野真志)
第27回研究会 2011年9月9日(金)15:00-17:30 ■開催
・山梨県工業技術センター
・参加人数 19名
■議事内容
1.参加者の近況報告
2.研究会役員よりワンポイントレッスン
・失敗事例からの教訓について話をして頂き、質疑応答の中で下記のような議論を行った。
-いろんな人にレビューを行い意見をもらうことが大切である
-生データを確認することが重要
-計画段階で何をすべきだったか。そのとき専門家の意見は取り入れられたか。
・議論のモチーフを提供する形のワンポイントレッスンで一方通行ではない議論ができて良かったと思う。
3.グループ活動 下記4カテゴリーに分かれて活動
-------パラメータ設計-------
検討内容「コマの設計」
1.設計目的は長く回り続けることとした。基本機能は静特性、動特性の2つで検討。
2.制御因子・誤差因子の候補を上げた。次回までに絞込む。
次回までの準備
シミュレーション式の決定。制御因子・誤差因子・水準の決定。
次回の予定
シミュレーションによる実験を行う。
-------機能性評価-------
ボールペンの"目的機能"を"書く"と決定。議題解決に向けての目標を決定。ボールペンの"システム"を確認。
ボールペンの”基本機能”を"ペンで紙(書かれるもの)の上をなぞった長さとインクが出て線になった長さが比例すること。"に決定。
次回の例会までに、基本機能を達成する手段、誤差因子、計測方法をメールベースで決定する予定。
-------MT法-------
MT法の研究課題は、過去の2年の成果を考慮し目標を以下のように決定した。
1.ワインの評価者解析(3年目の継続評価)...継続評価によるワインのトレンド変化把握
2.おいしいワインのつくる因子の特定
3.土壌、生育データ、果汁データ、ワインの官能試験データの相関確認
2,3番の課題に関しては今年より葡萄の生育、醸造工程段階の気温、湿度などの環境のデータを因子に加え、解析を行う。
-------事例研究-------
「T法において相関を考慮する方法(第15回品質工学研究発表大会論文集 2007, p.434 鐵見氏提案)」について討論し、主項目以外の項目を加えることは好ましいことではないが先行性、汎用性、再現性の検証がなされれば良いのではないかとの結論になった。
また、現状のT法(1)において欠側のデータがあってもあまりSN比には影響しないことやエネルギー比型SN比を使っても同等の総合推定のSN比が得られることなどの紹介があり、制限の少ないT法活用の一面が示された。
その他、パラメータ設計におけるT法活用の考え方とか新たな√SN比の加重平均や対数SN比によるT法(1)の提案が紹介されるなど活発な議論がなされた。今後、提案方法の検証など、T法(1)の研究をさらにすすめることになった。
(記/東京エレクトロンAT株式会社 中山博之)
第26回研究会 2011年7月8日(金)15:00-17:30 会場は山梨県工業技術センター、出席者29名(+渡辺先生)
本来なら5月の例会が年度始めの例会になる予定だったが、3月の例会が中止になり今回が実質の年度始めの例会になったこともあって、5名の新規会員が参加した。
研究発表大会伝達
6月に研究発表大会が開催されたので、研究発表大会が話題に上がり、例会参加者からは9名の参加者がおり、各々刺激を受けたようである。
本研究会としては、グループ活動の内MT法のテーマである「甲州種ワインの品質予測に関する研究(第二報)」の発表を行った。
この発表に対して、来年の予測ができないか、おいしいワインが造れたかというアウトプットを求めた質問があった。今年度からのグループ活動にフィードバックしていきたい。
山梨大学渡辺准教授講演
「QFDの初歩」という題目でQFD(品質機能展開)について山梨大学 医学工学総合研究部の渡辺喜道准教授の講演があった。
1時間半の講義だったので、QFDの概要の話となった。短い開発期間で質のよい物を提供できるような開発システムへの要求からQFDは開発された。QFDでは、顧客の要求を重視し、顧客からの情報が曖昧にならないように、情報を取り込み細分化し、要求項目の重み付けを行う。その後、顧客要求とそれを満たすために必要な技術との対応をマトリックスを使用して表現する。
質疑応答で、かなり大掛かりなシステムに見えるが、実際に運用するのは大変ではないかと質問に対して、一回作れば使い回しができるので、一回作ってしまえば運用しやすい、また、まずは中規模、小規模のものをやってみるのもよいとのことであった。また、来年9月に山梨大学で開かれるQFDの国際シンポジウムについての告知があった。余談ではあるが、今回の講演でQFDが山梨発の技術であることを初めて知り驚いた。
ワンポイントレッスン
納富さんのワイポイントレッスンでは、実験計画書について講義があった。
実験計画書を立てることにより、実験の目的、リスクなどが明確になり、実験の全体像が掴めるようになるので非常に有用であることを話された。
グループ活動 下記4カテゴリーに分かれて活動
-------パラメータ設計-------
テーマは「コマのパラメーター設計」
出席者は4名。まずリーダー1名サブリーダー2名を選出。設計方法であるが、検討期間が短いことから理論式を用いた上でシミュレーションによるパラメーター設計を行うことを提案。
最初の議論としてコマの「基本機能」についての議論を進めた。メールにて各メンバーに力学的な構造に関する参考資料を配付し、9月までに良いコマに求められる基本機能を決めることとした。
-------機能性評価-------
まずは、初顔あわせのため自己紹介を実施。
グループリーダーとサブリーダーを決定し、今後のグループ活動の進め方を決めた。
その後、ボールペンの機能性評価を行うに当り、課題設定と目的設定を行うため各自、日頃使っているボールペンに対しての不満、不具合等の意見を出し合った。
次回の例会までに、課題と目的に対する意見をまとめることを各自の宿題とした。
-------MT法-------
MTシステム研究グループは、昨年度に引き続いてワイン品質予測の研究を行う。
新体制でのメンバー紹介と昨年度までの研究成果の概要報告を行った。
これまでは過去データの調査的な側面が大きかったが、本年度は改善等のアウトプットを出したい。
T法で調合した標準ワインを作成し、検査見本、鑑定士教材などに出来ないかの提案もあった。
本年度のゴール設定と具体的な課題については、次回に決定する予定。
-------事例研究-------
「出席者4名で今期の研究活動の課題について討論した。その中でT法(1)における新しいSN比による重み付けを検討するとともに関連する文献研究をすることになった。
新しいSN比として提案されているエネルギー型SN比と対数SN比を取り上げて具体例で予測精度を検討する。
また、T法に関する興味深い提案のある品質工学の文献をピックアップし議論する。」
(記/東京エレクトロンAT株式会社 田中秀朗)
第25回研究会 2011年5月13日(金)15:00-18:00 会場は山梨県工業技術センター、出席者28名
2011年3月予定していた研究会は東日本大震災のため中止となったため、今回が年度グループテーマの発表会となった。
1.自己紹介、自社の品質工学近況紹介
2. 2011年度総会。参加者、委任者合わせて33名と過半数を超え、総会として成立。役員改選、昨年度活動報告、昨年度決算、本年度活動計画、本年度予算が承認された。
2011年度の活動計画として企業側へのアウトプットを意識した活動が提案された。
・品質工学実験計画の企業側への提案
・年3回の講演会への法人会員企業マネージャーの招待 など
3. 4県合同研究会の報告
2月5日4県合同研究会を開催した。その内容報告。
4.グループ活動発表会
2010年度の研究結果の総括を発表 発表会資料のダウンロード



①ミニ四駆の最適条件の確立・・・・Aチーム 秋野真志(リバーエレテック)、Bチーム 三神智英(アスクテクニカ)佐藤俊亮(リバーエレテック)
Aチーム:
コースに依らず速く走る、安定して走る、を両立する最適条件を求める。基本機能は周回数と積算ラップ時間の比例関係とし、誤差はN1(平坦&平滑路面)、N2(傾斜+凹凸路面)とした。制御因子はミニ四駆のパーツとして販売しているもの(タイヤ、モーター、ギア、ローラなど)を選択、市販パーツから水準を選択しL18動特性で実験。しかし”コースアウト””途中停止”が多く発生し、計11実験にてN1N2両データが得られなかった。 コースアウトを欠測値として扱い、逐次近似を行い、欠測データの推定を実施した。5次近似以上のデータにて要因効果図を作成したが、確認実験にてSN比の利得は再現しなかった。
【質疑】
・“新SN比”を用いればより正しいSN比が求められるのでは?
・SN比を高くしてからスピードを調整しているので、2段階設計としては正しいと思う。
・コースアウトは欠側値でなくスケールオーバーなので、その状況をできるだけ解析に反映させるべき。全てのコースアウトを同列とせず、ランク付けされたデータとして扱い、逐次近似を行えばより精度の高い要因効果図が得られそう。
Bチーム:
Aチームと同様の基本機能を用い、別条件にて実験を実施。誤差はコースの傾斜のみ。
こちらもコースアウトを欠測値として扱い、逐次近似を行い、欠測データの推定を実施した。近似のデータにて要因効果図を作成したが、確認実験にてSN比の利得は再現しなかった。
【質疑】
・実験の段階で因子が絞り込まれすぎている、もっと多くの因子を抽出して実験を繰り返す方が良いと思われる。
・電池の品質で実験精度が悪くなっているのではないか、実験誤差について予備実験が必要ではないか。重心と重さは大きな因子になりそう。
・実験をする際は、コースアウトしそうな「危険そうな」組合せから実験開始して、難しそうなら水準を早い段階で見直すような実験テクニックもある。
②「両面テープの機能性評価」・・・・宮川和博(山梨県工業技術センター)
安価で最良な両面テープの選定の為機能性評価を実施。基本機能として接着面積に対する引っ張りせん断強さの最大荷重を選択。
基本機能が比例関係にならず、かつ割り付けていない因子の影響が考えられる。
損失関数による比較を行うことで、コスト面から検討を実施。
更に信号因子を増やしての実験を行う。
【質疑】
・接着強度が何に影響するか、実験方法も含め洗いなおす必要がありそう
・接着剤でも基本機能は比例関係にならず、剥離が原因と見ている。両面テープでも同様ではないだろうか?
・せん断強さの最大値を取るのではなく、試験の波形データを標準SN比で比較できないものか?
④甲州種ワインの品質予測に関する研究・・・・木下義則(リバーエレテック)
T法を用いて、ワイン醸造に先行してブドウ果汁段階で品質を向上することを目的とした。前年実施した評価者のスクリーニングにより、感度の高い9名を選出した。これを数年にわたり繰り返すことで、香り、果実味が官能評価に重要な項目であると判明した。次にT法を用いたワイン品質予測について。2009年度ワインの予測データは2008年に取得したデータ内に収まり、現実味のあるデータではあったが、特定パラメータからの相関を得て、完全に予測することは困難。
アミノ酸とは相関が得られず、他のデータとの相関を今後調査していく。
【質疑】
・品質予測は現時点では後追いでしかない、最終目標は?
・ワイン醸造技術者の意見は?
⇒予想が裏付けられた結果であり、今年度からは土壌データも提供、予想精度が更に高まりそう。
・フィードフォワードで葡萄からワインまで、どう作りたいかを制御できるものになるのではないだろうか。
③文献研究・・・・麻生三郎(パイオニア・マイクロ・テクノロジー)
品質工学会の投稿文献を考察し、タグチメソッド基本概念と数理の理解を目的とする。
使用文献 1)MTシステムによる不良発生低減の取組み アルプス電機 など
今後の展開として、単位空間データの均一性、T法のデータ基準化・無次元化、T法におけるSN比の項目の重み付け、新SN比の検討など
(記 テルモ㈱ 寺澤 祐哉)
四県合同研究会 2011年2月5日(土)13:00-17:20






場所 甲州市勝沼ぶどうの丘
4県(北陸、長野、埼玉、山梨)の品質工学研究会が集まり、技術交流を行った。
本年度は山梨県が主催。
1.各県の研究会紹介
・埼玉(1994年設立)、例会は毎月第3金曜、23社34名が所属
欠席者のフォローが今後の課題。
また、品質工学教材の開発も考えている。
・長野(1996年設立)
例会は毎月第3木曜日、会員は会社単位となる。11社が所属。
テーマ研究や講演会、交流会等を行っている。
新規会員獲得が今後の課題。
・北陸(1994年設立)
例会は毎月土曜に行っている。事例を中心に活動。
新規会員獲得のため、いろいろなセミナー等でPRパンフレットを配布
・山梨(2008年設立)
例会は隔月金曜、8社51名が参加
グループテーマ、事例紹介、講演などを行っている。
2.講演
「MTシステムの事例紹介」アングルトライ株式会社 手島昌一氏
MTシステムで有望なT法、RT法、T(1)法について紹介。MT法は分類手法としては最も有効。RT法は多項目を二次元に圧縮できるためで使いやすいが、MT法に比べると分類が不完全。また各項目が同一次元か無次元であることなどの制約がある。T(1)法はロバスト設計への適用が期待される。SNRの大きい値要因であれば安定性が向上するのではないだろうかとのこと。
また、直交表は2のべき乗型ではなく、Paley型直行表が良い。パターン認識失敗の原因としては特徴抽出ができていない、力づくでやった、測定が不十分、方法があっていないなどが上げられる。
・もし取得済みのデータにMTシステムを適用する場合はデータ内に必要な情報が入っているかどうかで結果が決まる。
・MT法においてはしきい値が4以上であることが目安だが、判定の影響度により加減することが重要。命に関わる場合は1.5、不良を交換すればすむ場合は10など。
3.各県の事例討議
各県が事例を報告、討議を行った。
・埼玉 「T法(1)(1)を用いたスラリーファンデーションの工程ばらつき対策」(株)アルビオン 小平 勉氏
スラリー状の化粧品は粉末にはないしっとりとした塗りごごちを持つ。このスラリーの状態を製造条件のデータから予測しようとT(1)法で検討。評価方法は専門家の官能評価を用いた。結果は今ひとつで信頼性に欠ける。新製品への取り組みで再度検討を予定。
-項目数が少ない、T(1)法ではなくMT法を用いたらどうかとの意見。
・長野 「MTシステムを用いたキーボード入力による個人判断方法の検討」(有)増田田技術事務所 増田 雪也
キーボード、ペンタブレット入力データをMTシステムでパターン認識することで個人認識可能であることを確認。キーボード入力では単語を打つ間隔をデータとした。ペンタブレット入力ではXY方向への動きと移動速度をデータとした。それぞれ個別認識が可能であることがわかった。
-個人の体調などの影響はどう考えるかとの指摘にはそれぞれの変化を単位空間に入れれば良いとのこと。
・北陸 「茨城県地方の地震発生のパターンの定量化と予測」(株)ナナオ 中西氏
北陸の研究会ではMTシステムの事例が無いため、富山高専早川氏らの論文を紹介。
地震の起きていない状態を単位空間として、RT法を用いて解析した。また、両側T法にでも解析した。
-論文では予測可能との結果だが、実際はかなり難しい。できるだけ多くのデータが必要だが、それぞれの機関がデータを囲い込んでいるため入手が困難。
・山梨 「甲州種ワインの品質予測に関する研究」住友電工デバイスイノベーション(株) 高野 秀夫氏
味を決定する官能要素の見極め、果汁状態での醸造後の味予測を検討。まず、官能評価の前に感度の高い官能評価者を選別、その後T法でワインを評価。結果、官能評価の要素として果実味、香りが重要。ワイン品質評価では果汁のアミノ酸類の成分が重要。これらの結果は専門家から見ても妥当とのこと。この研究は技術センターと組んで継続して行く。
(記/リバーエレテック株式会社 秋野真志)
第24回研究会 2011年1月21日(金)15:00-17:30 会場は山梨県工業技術センター、出席者25名
1.品質工学基本講習 納富会長
2.森輝雄顧問講演:「田口と設計科学(椿・河村)の2段階設計の比較・解説」
2008年に数理統計研究所の”椿・河村”から設計科学という本にて「2段階設計の新規な平均値指標と安定化指標が提案」がされた。この新提案は、明快な数理と簡潔な解析手段で支援されている。この新提案と従来の田口の2段階設計を比較し、実際にエクセル体験しながら要点を解説。
3.グループ活動 下記4カテゴリーに分かれて活動
-------パラメータ設計-------
Aチーム:誤差因子、制御因子ともに確定させたので実験データ取りに入った。
Bチーム:制御因子の決定に向けた議論を開始した。ミニ四駆の制御因子は多数存在するためガイドブックをもとにどのパーツを制御因子として選択するか議論し決定した。
両チームとも次回から実験データ取りが主な活動となる。
-------機能性評価-------
信号因子を接着面積、出力を最大荷重として実際に瞬間接着剤を利用して引っ張り試験を行った。接着面積に対して、最大荷重が比例関係となりそうだが、瞬間接着剤の場合、液状のため信号因子の接着面積が安定せず、接着対象サンプルの準備や評価に時間がかかりそうなことがわかった。
そこで、瞬間接着剤ではなく両面テープで実験を行ったところ、接着面積も安定してデータも評価しやすくなりそうな結果であった。
実験は両面テープで進めていき、2月中(2/21予定)に実験を本格的に進めていく。
-------MT法-------
ワイン品質予測の精度向上を目的として、ブドウ樹の土壌と育成状況のデータを新規項目として検討した。その結果、土壌データを用いた場合に予測精度が向上することが分かった。また、土壌データ、育成データのどの項目がワイン品質に相関するかも検討を行い、おいしいワインを作るためのブドウ樹のイメージが構築できた。
今後は、これまで検討してきたブドウ果汁などの項目と結合し、予測精度向上の検証を行うとともにワイン醸造プロセスを総合的に検証していく予定。
-------事例研究-------
今回は森顧問が会長を務める静岡研究会事例につき議論しました。「静岡品質工学研究会が発表した和積のデータ構造模型や等比・等差水準による生値・対数変換を用いた加法性の比較解析の事例について森顧問をメンターにして質疑を行った。そのなかですべての制御因子を考慮した加法性の確認が本質的に重要であるとのメンターからのコメントがあった。そして、実際のシステムが和モデルと積モデルの中間に存在することやそれを踏まえた加法性による推定精度を上げる高度なデータ変換の数理的研究とその必要性について討議し理解が得られた。 また、設定した水準の範囲でシステムの特性が線形領域内であれば加法性が精度よく成り立ち、多くの場合に対数変換が有効になることが理解された。この生値・対数変換を用いた感度に基く比較解析の結果は動特性の対数SN比の加法性にも示唆を与えるとの共通認識が得られ大変奥深い事例研究会になった。」
(記/リバーエレテック株式会社 芦沢英紀)
第23回研究会 2010年11月19日(金)13:00-17:30 今回は、のっぽ技研長谷部光雄先生の講演会がメイン、その前にワーキンググループの活動を少々おこなった。
会場は講演会会場の関係で国際交流センター。
1.ワーキンググループ活動
-------パラメータ設計グループ-------
ミニ四駆のパラメータ設計の検討をAチーム・Bチームに分かれて実施。
ミニ四駆Aチーム
12月より実験開始するために制御因子決定の為の議論を実施。
制御因子と水準をほぼ決定させた。
12月よりデータ取りに入る。
ミニ四駆Bチーム
基本機能と誤差因子について議論を行った。
途中長谷部さんに参加いただいた。
再度、議論した結果、メンバー全員に考え方はメンバーに落としこまれた。
12月には制御因子、誤差因子水準を確定し、1月から実験開始できるよう進める。
-------機能性評価グループ-------
今回の活動では、接着の機能性評価の具体的評価方法について議論した。
議論の結果、機能として入力=接着面積、出力=強度とすることになった。
接着強度の測定方法については工業技術センター所有の設備を確認し、測定可能なものとする。
また、ノイズとしては接着温度、湿度、圧力、乾燥時間、塗布~接着までの時間など多数考えられるのでL12直交表に割付けて影響を確認する事となった。
-------MT法グループ-------
ワイン品質予測について新規データを入手したので、T法適用の進め方を議論した。
①品評会の傾向が昨年度とぶれていないか確認する。
これは、総合得点に対する味や香りの貢献度が前年度と同じかチェックする。
昨年までは甘口が支持されていたのに、今年は辛口が支持されるようになった等の
変化が無いことをチェックしておく。
②昨年度に構築したT法結果が、最新年度を予測可能か検証する。
予測精度が悪い場合には、最新データも含めて、単位空間、信号データを再定義し、
予測精度向上に取組む。
③新たに、ブドウを栽培する土壌やブドウ樹のデータが追加されたので、
これらを用いて予測精度の向上を検討する。
実際の計算は、別途、集まり行っていく。
-------事例研究グループ-------
今回は事例研究は無し。
2.品質工学講座「開発期間は半減できる」のっぽ技研代表 長谷部光雄氏
講演会参加者数は、48名(うち非会員19名)



~内容要約~
技術や物の評価は、寿命や品質の評価では非効率。時間がかかる上に、実際の市場状況をあまり反映しない。これに対して品質工学では「機能」を評価することを提唱している。
レーザプリンターで実施した、ポリゴンミラーの機能性評価実例を紹介。結果的に市場品質との相関性が高く、評価時間は従来の1/100に短縮。実際には従来の評価も部分的に併用して進めたため、開発期間は約1/2となった。
重要なポイントは機能は何かを見極めること、それをばらつかせる適切なノイズを抽出すること。
・会社の技術戦略をどうするか、機能性評価を中心においてPDCAを早く回して開発期間を短縮すべき。(更に効率を上げるには直交表を使うなど)
・管理職は、技術面と経営面をしっかり分別し、技術者には技術目標を達成させるよう指導すべき。
Q&Aダウンロード
質問時間も予定していた30分を大幅にオーバーし、45分でも終了できず、残りは懇親会に引継ぎ。
懇親会でも活発な質疑応答が展開されました。
(記/リバーエレテック株式会社 芦沢英紀)
第22回研究会 2010年9月19日(金)15:00-17:30 今年度第3回目の定例会が、山梨県工業技術センターにおいて開催された。
今回は以下の内容で議事進行した。
1.自己紹介、自社の品質工学状況
自己紹介 1分程度で各自、近況報告を行った。
2.会社紹介と品質工学活動(パイオニア・マイクロ・テクノロジー株式会社 石井邦尚)
事業内容の説明の後、社内での品質工学の普及状況について話があった。
品質工学を使い始めて自身が感じた点と、マネージャーの立場としての苦労や悩みが語られた。
3.ワンポイントレッスン(研究会会長 納富高志)
会員の品質工学の知識、理解を助けることを目的に、毎回テーマを決めて会長がワンポイントレッスンを行う。
今回は前回に引き続き再現性と新たに先行性についての解説があった。
1)再現性について
品質工学を使い生産・市場・廃棄の誤差を想定して開発をすることにより、市場での再現性が確保できる。
2)先行性について
想定していない誤差への対応なので、市場からの情報がトリガーとなる。
4.4県合同研究会の説明(テルモ株式会社 木下秀明)
今年は当研究会が開催担当となっている。2011年2月5日(土)に勝沼ぶどうの丘にて開催することが決定した。
今回はMTシステムをテーマとした議論を中心にする予定である。
5.ワーキンググループ活動
-------パラメータ設計グループ-------
9月の例会では、ミニ四駆の基本機能の決定をする為に、議論を行った。
基本機能の議論に入る前に、ミニ四駆とはどうゆうものなのか、お客様は何をミニ四駆に求めているのかなどを議論した上で、ミニ四駆の基本機能は走行距離-到達時間と言うことに落ち着いた。
11月から実験を始めるために、誤差因子、制御因子、その水準、計測方法を次回までに各自考え、次回(10/13)の例会で決定することとした。
-------機能性評価グループ-------
機能性評価についての勉強会を行った(輪講形式第2回目)。
今回は、SN比の種類と計算手順について昨年度の機能性評価研究テーマのゴルフボールの機能性評価を例として説明をした。
研究テーマを選定するにあたり、以下の4つについて議論を行った。
①接着については、課題として各メンバーが身近であまり使用していないためイメージしにくい、測定が可能な引張試験機での評価が適切なのかどうかといった点が挙げられた。参考の為、閉会後に工業技術センター所有の引っ張り試験機の見学を行った。
②うちわについては、入出力についてはの議論がまとまりきらなかった。また、実際に評価することを考えた場合困難な点が懸念された。
③②の議論から発展して、配管の機能性評価について議論を行った。扇風機などで風量を入力し、出口側の風量を測定することで損失の少ない配管形状や、材質が評価できるのではないかと考えた。
④ロストワックスについては、コストの面から鋳造材料を繰返し使用する場合があるが、どの程度品質に影響があるかを知りたいということであった。
-------MT法グループ-------
T法によるワイン品質予測について、最新年度のデータを準備しており、次回の例会にて未知データ予測の検証を行う。また、ブドウ樹やその土壌のデータも同時に入手可能となったためこれらのパラメータがワイン品質予測の精度向上に有効か検証を行う。
T法の解析結果と直交表によるパラメータ実験結果の比較検討を行った。T法の各項目のSN比が高いパラメータは調整因子に適している。逆にT法のSN比が低いパラメータは、直交実験の水準でSN比が変化する項目であり、ロバスト性改善の可能性がある。
12月に開催予定のMT講習会について、シミュレーターを用いたT法の講習を検討している。
-------事例研究グループ-------
今回は木下秀明さん他による「使い捨て安全機構付き留置針の機能性向上の研究」(品質工学 Vol.18 No.3 p.83)を議論した。著者本人も交えて、サブシステム分解の基準、標準SN比におけるN0の考え方等について意見を交換した。
(記/パイオニア・マイクロ・テクノロジー株式会社 望月敬也)
第21回研究会 2010年7月16日(金) 参加者は26名。内容は以下のとおり。
1.自己紹介 1分程度で各自、近況報告を行う。
2.会社紹介 法人会員である山梨アビオニクス株式会社、株式会社キッツの2社の会社紹介と品質工学活動状況についての紹介を行った。
3.研究発表大会の参加者の感想
7名が研究発表大会に参加しており各自の感想を簡単に紹介し、全員で共有。特に、東芝の○○事例及びマヅダの○○事例に興味、感銘を受けたとの感想が多数。
4.ワンポイントレッスン(納富会長)
会員の品質工学の知識、理解を助けることを目的に、毎回テーマを決めて会長がワンポイントレッスンを行う。今回は、“再現性”をテーマに行った。
“再現性”とは、開発時に得られた結果が、市場においても同じ結果を得ることである。開発した製品の機能は、市場に近づくにつれてばらつきは大きくなってしまう。このばらつきを小さくし、再現性を得ることは開発では重要である。再現性を確保するには、直交表の利用、誤差の調合、動特性による評価を工夫することである。
5.講演「品質工学ノチカラ(あの日初めてあった手法は品質工学だった)」(増田顧問)
増田顧問による講演。自らの品質工学との出会い、長野県品質工学研究会の設立、コンサルタントとして独立などエピソードを交え、業務に品質工学の有効性、活用をするためのポイントを講演された。品質工学の有効性を感じ、活用するには、セミナー、書籍等による学習も重要であるが、まずは、自らの事例を作っていくことが近道である。
6.ワーキンググループ活動
-------パラメータ設計グループ-------
○今回の目的につての議論
今回行うミニ四駆のパラメータ設計の目的について全員で議論した。ミニ四駆の永遠のテーマは、「コースアウトせず、早く走るマシンにすること」。この永遠のテーマをパラメータ設計で行うこととする。
○全体の進め方
今回はメンバー10名いる為、2グループにわける。各チームパラメータ設計を行い、最終的にどちらのチームが目的に近づいたか競わせる。ミニ四駆には、旧モデルと最近の新モデルが存在する為、それぞれを各チームに割り当て実験を進める。
○次回の活動
8/25に個別活動を行う。
-------機能性評価グループ-------
○機能性評価勉強会
輪講形式の第1回目の講師をリバーエレテック株式会社 山形佑亮が担当した。経験の浅い会員からはパラメータ設計との違いについての質問があった。
○工業技術センターとの共同研究テーマについて
センター報告書から幾つか候補を選び検討を進めている。
○グループテーマについて
初心者の習得を目的としたテーマについても各自持ち寄り議論した。次回までに「うちわ」と「接着」の2つについての基本機能を考えて来る事になった。
-------MT法グループ-------
今回はリーダー不在のため、事例研究グループに合流。
-------事例研究グループ-------
「MTシステムによる不良流失撲滅の取り組み」アルプス電気 菊池氏:品質工学会誌(2006)p77-83
○波形データから特徴量抽出の有効なやり方は?
→アルプス電気はいろいろやっているが、手島さんの本にあるように波形時間軸に平行な線を引き、変化量、存在量、最大、最小でいけるはず。
○項目変数の選択について有:1、無:2 2水準直交表以外の有効な方法は何か?
→一時無効な項目を外す議論もあったが、違うモードの不良発生を考えると現在は選択しない方向にある。処理時間が不足の場合は検討に値する。
○論文記載の基準内D値と基準外D値の関係から実際のNG判定のD値設定ができるか?
→OK/NGを判定するのはあくまで判定者、MT法はそれを合理化している。
「T法(1)と重回帰分析の予測精度の比較検討」富士ゼロックス 曽我氏:第16回品質工学研究発表大会論文集(2008)
○T法(1)におけるあまくだりのような項目のSN比による重み付けはどのような根拠にもとづいているか?
→結果との相関が強いものほど重みを持って推定する。
○T法(1)の単位空間のデータ選択の仕方はどのようにするのが最も良いか?
→T法の場合の単位空間はあまり意味がない。項目毎の平均値で良いのではないか。
○T法(1)における重回帰の寄与率と総合推定のSN比での精度判定はどのように理解すべきか?
→重回帰は既存データが最も一致するように回帰係数を決めるので、それが合うのは当たり前で、T法は未知データの一致性が期待できる。重回帰と同じか良いという報告がある。
○新SN比の取り組みや交互作用の強いシステムにあえてタグチの直交表で切り込む、主成分分析/変数変換などによる多変量解析手法を活用(融合)したMTS技法創出など新たなタグチメソッドの展開や何でもありとも感じられる精度向上策をどのようにうけとめたらよいか?
→いろいろな議論があって技術は進歩してゆくので、良いのではないか。
第20回研究会 2010年5月21日(金) 今年度第1回例会は5月21日山梨県工業技術センターにて開催された。
1.まずは年度初めという事で、会則に則り総会にて役員改選、昨年度活動報告、本年度活動計画、昨年度決算、本年度予算が承認された。
2.続いて昨年活動アンケート報告と今期活動に関して討議した。
アンケート結果では昨年度の活動が概ね好評だった中で、懇親会の情報交換と講演会の評価が高かった。
総合評価に対する各項目の影響度をT法で分析したところ、“品質工学の良さが体験できたか”に対しては「講演会内容」と「グループ研究への関わり」が、“品質工学の実践に役立ったか”に対しては「グループ研究」の影響度が大きかった。
討議での意見に従い、次回から2社ずつ会社紹介コーナーを開始する。
3.最後にカテゴリーごとに3グループに分かれ、それぞれの今期活動計画を討議した。
①パラメータ設計:ミニ四駆テーマを継続するが、まず昨年の結果を全員で共有し、技術検討課題の議論、抽出を次回行う。また、今年は人数が多いため2チームに分け、全員がミニ四駆テーマを行うか、それ以外のパラメータ設計テーマを追加するかも次回以降決める。実験に時間がかかるので、例会以外でも活動することとした。
②機能性評価:希望者9名でテーマの検討から開始し、次回、山梨県工業センターと連携したテーマなど幾つかの候補からテーマを決める事となった。
③MT法:昨年度に引続きワイン品質予測をテーマに取り上げる。今年度は、予測精度のさらなる向上を検討、新規のデータを適用して予測を行い未知データへの予測精度を検証、T法以外のMT法、MTA法を適用して手法間の比較、を行う予定とした。
(熊坂技術士事務所 熊坂治 記)
第19回研究会 2010年3月19日(金) 山梨県工業技術センターで開催。
研究会員21名参加、見学2社4名参加。
1.自己紹介、自社の品質工学近況紹介
2.四県合同研究会の報告
風力を使った輸送システムについて、基本機能の考察を中心に検討。
3.グループ発表会(各テーマ発表20分、質疑20分)
今年度の研究結果の総括を発表 発表会資料のダウンロード



①ミニ四駆の最適条件の確立・・・・石井邦尚(パイオニア・マイクロ・テクノロジー)、山形祐亮(リバーエレテック)
コースに依らず速く走る、安定して走る、を両立する最適条件を求める。基本機能は周回数と積算ラップ時間の比例関係とし、誤差はN1(平坦&平滑路面)、N2(傾斜&粗い路面)とした。制御因子はミニ四駆のパーツとして販売しているもの(ボディー、タイヤ、モーター、グリス、ギア、シャフト、シャーシ、モーターギア)を選択、水準も市販しているものを選んでL18動特性で実験。しかし”コースアウト””途中停止”があり、6実験でデータが得られなかった。欠測値は、SN比で-3db、感度で+3dbを入力し、1次近似のデータで要因効果図を作成した。確認実験での利得再現性も高く、良好な結果となった。
【質疑】
・今回の欠測値は、スケールオーバーが原因。速過ぎてコースアウトと、遅すぎて途中停止は、±3dbの方向性を考えたほうが良い。
・水準が部品種類となっているため、連続性が無い。できるだけ連続データとなるように考えたほうが再現性が高い。
・欠測値が出ないように予備実験で水準幅を確認したほうが良いという意見、逆に1回目の実験では6箇所くらい欠測値があるくらいが良いという意見、双方が出た。
・電池のバラツキによる影響が大きそうであった。


②ロストワックス精密鋳造法のパラメータ設計・・・・宮川和博(山梨県工業技術センター)
指輪の鋳造としてロストワックス精密鋳造法が利用されているが、制御因子が多く材料が高価で多くの実験ができない、などにより勘による作業が多い。品質工学を利用した最適鋳造条件を導き出すことを目的としている。制御因子は、使用ガス、鋳造温度、鋳型温度、鋳造圧力、埋没材混水比、湯道長、冷却方法、再生材混合比とした。誤差因子は湯道取り付け角度、埋没材温度とした。評価項目は、硬さ測定と外観検査としてL18直交実験をおこなった。確認実験では、硬さについては再現、外観については再現性が低い結果となった。
【質疑】
・再生材の混合比などは、誤差因子にしたほうが面白くないか。
・誤差因子の効果が少ないように思える。
・外観の再現性について、感度優先で選んでいるためSN比はもともと最適条件のほうが低く、利得確認は難しいのではないか。
③ゴルフボール機能性評価・・・・齋藤啓(パイオニア・マイクロ・テクノロジー)
ゴルフボールをシステム分解して、初速の安定性(入力エネルギーとして落下高さ、出力エネルギーとして跳ね返り高さ)を基本機能として取り上げた。ボール2種類(公認、非公認)×信号3水準×劣化3種類×環境条件3種類の実験をおこない、ゼロ点比例式の動特性評価をおこなった。SN比、感度共に非公認球の方が機能性高かったが、分散分析では温度の影響が大きかった。損失関数を用いて、L=ニアピン賞が取れるかどうか+ロスとボールの可能性+ボール単価として、比較した結果でも非公認球のほうが良好であった。
【質疑】
・跳ね返り用の板は鉄板を使用しているが、標示因子として硬質木板等を入れたほうが良さそう。
・非公認球の売り文句は、結果と一致していて興味深い。
・信号範囲がパター位しか振られていないので、実際の使用範囲まで広げたほうが良い。

④甲州種ワインの品質予測に関する研究・・・・中山博之(東京エレクトロンAT)
T法を用いて、ワイン醸造に先行してブドウ果汁段階で品質を向上することを目的とした。県産ワイン27種類を用い、評価者45名のデータをもとにしている。データは官能評価結果と、ワインの成分量。まずは評価者のスクリーニングにより、感度の高い9名を選出した。この9名のデータから重要な官能評価特性を抽出、次にワイン特徴量の検討をおこない、醸造前ブドウ果汁成分でのワイン品質予測をおこなった。醸造後のワイン品質予測において、現状のワイナリーでの検査項目<本研究での推定<項目診断により最適化後、となり精度アップが確認された。果汁分析コストを考慮した品質予測の最適化を試みたが、コストの高いアミノ酸分析は予測精度維持のために必須であった。今後、醸造条件などを取り入れて品質予測精度アップに取り組みたい。
【質疑】
・何段階かの研究になっているが、評価者のスクリーニングだけでも興味深い研究となっている。
・ワイン業者は特徴量の正負特性に関心を示すため、T法に標準化係数を用いて改良した。
・評価者に有名ソムリエなど入れて、評価特性を作ってみたい。
・影響度の調査結果をもとに、県産ワインの品質改善につなげられそう。
(記)リバーエレテック㈱ 芦沢英紀
第18回研究会 2010年1月15日(金) 山梨県工業技術センターで開催。
1.自己紹介、自社の品質工学近況紹介
2.ラーチマネージメントリサーチ代表の村岡正一氏による講演
顧客要求を考慮した開発手法についての講演で、自身のマーケティング業務の経験に裏打ちされた村岡氏の話はとても興味深いものであった。
複数のツールをそれぞれ適したステージで使うようにシステム構築されていて、非常に参考になる内容であった。
3.グループテーマ活動
a.ロストワックスグループ
前回のL18実験結果を元に、確認実験サンプル作成が完了した。見た目はなかなか良いが、あまり難しくないサンプルのため効果が明確ではない。この後硬度を測定することで、定量的な評価に期待する。 3月の研究会発表は宮川さんにお願いすることとなった。
b.ゴルフボール機能性評価テーマ進捗
ボール2種類(公認、非公認)×信号3水準×劣化3種類×環境条件3種類の実験は11月に終了している。今回はこのデータをもとにして、各自でSN比算出して持ち寄ったデータの討論をした。 全員ゼロ点比例式でのSN比で算出してきており、結果は同じ物となり、感度・SN比ともに非公認球の方が特性勝っているという結果だった。その他の解析として、劣化と環境条件を分散分析の寄与率で分けた場合の発表があり、公認球は環境条件(今回は温度)によるバラツキが特に大きいことが分かった。また、ランダム誤差や非線形誤差は非常に小さかったことも確認された。結果からの考察として、動特性で評価する必要があったのかどうか議論された。例えば今回の場合ではランダム誤差や非線形誤差がほとんど無かったため、信号因子が1点でも全く同じ結果が得られる。結論としては、動特性で評価する場合には、使用される範囲で信号因子を広く取ったほうが評価としては良く、間違った判断をする可能性が少なくなる。しかし、試験環境があるか、費用にかけるコストはどの程度が妥当なのか、という総合的な判断で決定する必要がある、というまとめとなった。3月は若手2名が発表担当となった。
c.ミニ四駆
実験開始した。基本機能を「周回-ラップタイム」とした。誤差因子の選定に苦労したがそこそこパワーのある誤差因子を決定。現在、L18の半分の実験が終了した段階である。
d.おいしいワイン(山梨県ワインセンター共同テーマ)(MTシステム)
1.評価者の選定
以前はSN 比が高い人(採点のまとまっている人)を抽出していたが、偏差の大きい(採点バラツキの大きい)人の方が“違いの分かる人”ということで偏差が大きい人を10名抽出し、その採点結果から感度が中心となるワインを選び、これを単位空間とした。
2)果汁の項目選択
総合評価を出力とし、2008 年のワイン果汁データより各項目データの利得が低いものを消去し、予測精度の向上を図り、予測精度が改善した。回帰直線の相関係数… 0.7→0.85 総合SN比… 7.0dB→10.7dB
第17回研究会 2009年11月20日(金)
14:30~17:30 山梨県工業技術センター 研究管理棟3F 研修室 参加 : 22名
1.自己紹介、自社の品質工学近況
2.森輝雄氏(静岡品質工学研究会会長)御講演「品質工学への期待-指導体験と歴史的視点から-」
ピアソン、フィッシャーから田口に連なる統計的データの取り扱いの変遷、さらには今後への展望まで、膨大な資料を集大成したスケールの大きい講演だった。
3.グループテーマ研究会
・ロストワックスグループ
L18静特性のデータが揃った。評価特性は硬度と、3種類のできばえ(官能特性)である。硬度は1サンプル3点測定したので、位置の違いも誤差因子として計算。できばえは総合得点と、欠陥の種類ごとに評価するなどした。次回までに確認実験を行い、実験自体を評価する。
・ゴルフボールの機能性評価について
当初予定していた測定を完了した。落下高さを信号因子(1m、1.5m、2m)とし、誤差因子を温度(0℃、25℃、40℃)×劣化(新品、耐湿槽、水没)の条件で、公認球と非公認球の2種類を比較。
データの集計を次回までに各自でおこない、発表用のまとめに入る。
・ミニ四駆グループ
目的、基本機能をもう一度明確にするためにグループメンバーと森氏も含めて議論した。
ミニ四駆は既に完成された1つのシステムであるので動特性として扱うのは難しい面がある。
目的として、コースから飛び出さずコンスタントに周回を走行することを目指すとしたら周回-ラップタイムを計測特性としてはどうかということになった。
進捗が遅れているので時間外で進めていく。
・MTSを用いたおいしいワインの研究
評価者を考慮した解析。
今までは評価の平均値で解析してきたが、各評価者の評価結果のデータを頂き、評価者を考慮し、望目特性で解析を行った。
評価者間のSN比は10dbのバラツキあり。
平均的な評価者10人だけによる評価結果は評価者全員による評価と結果の傾向が変わってきている。
(記)熊坂技術士事務所 熊坂治 第17回研究会 2009年11月20日(金)14:30-17:30 山梨県工業技術センター 研究管理棟3F 研修室 参加 : 22名
1.自己紹介、自社の品質工学近況
2.森輝雄氏(静岡品質工学研究会会長)御講演「品質工学への期待-指導体験と歴史的視点から-」
ピアソン、フィッシャーから田口に連なる統計的データの取り扱いの変遷、さらには今後への展望まで、膨大な資料を集大成したスケールの大きい講演だった。
3.グループテーマ研究会
・ロストワックスグループ
L18静特性のデータが揃った。評価特性は硬度と、3種類のできばえ(官能特性)である。硬度は1サンプル3点測定したので、位置の違いも誤差因子として計算。できばえは総合得点と、欠陥の種類ごとに評価するなどした。次回までに確認実験を行い、実験自体を評価する。
・ゴルフボールの機能性評価について
当初予定していた測定を完了した。落下高さを信号因子(1m、1.5m、2m)とし、誤差因子を温度(0℃、25℃、40℃)×劣化(新品、耐湿槽、水没)の条件で、公認球と非公認球の2種類を比較。データの集計を次回までに各自でおこない、発表用のまとめに入る。
・ミニ四駆グループ
目的、基本機能をもう一度明確にするためにグループメンバーと森氏も含めて議論した。ミニ四駆は既に完成された1つのシステムであるので動特性として扱うのは難しい面がある。目的として、コースから飛び出さずコンスタントに周回を走行することを目指すとしたら周回-ラップタイムを計測特性としてはどうかということになった。進捗が遅れているので時間外で進めていく。
・MTSを用いたおいしいワインの研究
評価者を考慮した解析。今までは評価の平均値で解析してきたが、各評価者の評価結果のデータを頂き、評価者を考慮し、望目特性で解析を行った。評価者間のSN比は10dbのバラツキあり。平均的な評価者10人だけによる評価結果は評価者全員による評価と結果の傾向が変わってきている。
(記)熊坂技術士事務所 熊坂治
第16回研究会 2009年9月18日(金)14:30-17:30 山梨県工業技術センター 研究管理棟3F 研修室 参加 : 24名
1.自己紹介、自社の品質工学近況
2.渡部義晴氏(品質工学フォーラムさいたま会長)御講演 「富士ゼロックス社の品質工学」
富士ゼロックス株式会社における品質工学への、これまで40年近くに及ぶ取り組みについて直接に携わって来られたご経験からの興味深い講演を頂いた。品質工学の推進にはトップの強い意志と危機感がキーワードという事を再認識した。質疑応答を含め、1時間半を越す講演会となった。
3.グループテーマ研究会
・ロストワックスグループ
まずは、これまでに検討した制御因子に基づいて試作を実施。それらを並べて観察すると意外と出来上がりに違いが小さいことがわかった。今後違いをはっきりさせるため、仕上げに工夫する。
・ゴルフボールの機能性評価について
実験を進めていく中で、1m程度の高さからの自由落下がボールに与える衝撃と実際のゴルフドライバーからの衝撃があまりにも違うことから、今回の実験方法で正しい評価が出来るかという疑念が生まれてきた。これについてはドライバーではなく、パターのイメージで評価すれば、という意見も出た。
・ミニ四駆グループ
実際のレース用コースを組み立てて四駆の走行試験を実施。L18実験の前の予備実験の段階であるが、思った以上に速く走ることから計測が難しいこと、オーバーホールをしっかりしないと走行中のアクシデントですぐに部品が脱落してしまう、という知見が得られた。
・MTSを用いたおいしいワインの研究
解析の1回目を開始。自作の解析ソフトを使用した官能評価だが、ある程度の相関が得られていることがわかった。
各グループとも実験・評価が確実に進み始めた。
(記) 東京エレクトロン 中谷康雄
第15回研究会 2009年7月17日(金)14:30-17:30 山梨県工業技術センター 研究管理棟3F 研修室 参加 : 29名
1.研究発表大会参加者感想
芦沢----「教育関連で弊社と比べてじっくり教育をしてるところが多かった。木下さんの発表が面白かった。」
木下----「レスポンスも良く、毎年1件でも良いから出そうと言う流れになった。
ボトムアップだけでは駄目で、上との連携が必要と言う印象を受けた」
中山----「コニカミノルタのカートリッジの消耗品の売り上げ予測(T法)が興味深かった」
松井----「2年前に参加したときと違い品質工学が少しは解ってきたので大変面白かった。
社内で同じことばかりやってると頭が固くなるので、大変勉強になった。」
熊坂----「質疑応答も好意的で発表した甲斐があった。松阪さんがソフトのバグの見つけ方が印象的だった」
増田----「ポスター発表でのやり取りが面白かった。トヨタの教育関連の発表が印象的」
2.事例発表 リバーエレテック芦沢
・水晶振動子の開発
-マスクパターン評価など振動子の開発生産検査など各工程で約50テーマ以上で品質工学を使用した。 それぞれのテーマに限定すれば、その結果はトラブルが殆どなく、それ以上の改良を試みてもなかなか出来ないくらいであった。但し、ギリギリの性能を追う段階では直交表の結果はいまひとつなこともあったし、製品段階では予想もしていないトラブルがいくつか発生した。やはりこれまでのノウハウは重要である。 (全く未経験なので発生した。)
3.参加者自己紹介
4.グループテーマ研究会
ロストワックスグループ
出席者で前回リストアップした制御因子から優先順位を決めてL18ワークシートに入力した。
基礎講座の復習で、SN比の構造や水準の設定方法なども議論。
ゴルフボールの機能性評価について
非公認高反発ボールと、廉価版ボールの種類で実験開始
金属板の上に0.5m~2.0mでボールを落下させ、反発した後の高さを測定する。
今回は、実際に計測できるかとか、実際に同一条件での実験ばらつきよりノイズの影響が大きいかどうかの確認。
ノイズの設定は問題ないようであった。次回から本格的な実験に入る。
ミニ四駆グループ
「基本機能についての再議論と誤差因子、制御因子の抽出を中心に行った。
また、実際の計測方法についての議論も行った。各自、担当を割り振り次回から実験を開始する。」
MTSを用いたおいしいワインの研究
官能評価データが、40人の評価者の平均値という点について議論した。
生データの入手が可能であれば、評価者のバラツキも検討することとなった。
5.連絡事項
10月 増田顧問の講演会が工業技術センターである。内容は以前と同じなので出席されてない方お勧め。
森顧問から品質工学ハンドブックがプレゼントされた。欲しい方に配ってください。
次回9月、富士ゼロックスの渡邊さんの講演会あり。
第14回研究会 2009年5月22日(金)15:00-17:30 山梨県工業技術センターにおいて第13回の研究集会が開催された。
出席者27名(初参加者1名、再参加1名)
以下の内容で議事を進行した。
1.平成21年度総会
開会(納富会長)
1号議案 役員改選(納富会長)
2号議案 昨年度活動報告(芦沢副会長)
3号議案 本年度活動計画(芦沢副会長)
4号議案 昨年度決算 (望月)
5号議案 本年度予算 (芦沢副会長)
6号議案 規約改正 (熊坂幹事)
7号議案 その他 (熊坂幹事)
公認化について
閉会(納富会長)
今年度の総会につきましては、全会員44名中、出席者27名の賛成および委任状提出9名による賛成多数により、本議事は成立致しました。
2.自己紹介、自社の品質工学近況
初参加は、野田さん(アスクテクニカ)、板谷さん(HOYA)
参加者全員による、自己紹介および近況報告をおこなった。
3.社内品質工学活動と事例紹介 (アスクテクニカ 金井さん)
<会社紹介>
1991年 設立
所在地:市川三郷町
主な製品:自動車用部品(パッキン、ブレーキパッド・クラッチパッド)
<事例紹介>
以前から実験計画法を実施しており、品質工学についても実施することになった。
①テーマ:新材開発
手法活用の前提でテーマを設定した。テーマの設定には、問題点の洗い出しにFTAなどを用いて実施した。
②基本機能(リニア)
出力:トルク
入力:面圧
③計画と実験
・直交表L18を採用
・制御因子:材料自体の種類をかえている。誤差因子:天候、スピード、ブレーキの入力
・評価方法:バイクの使用に合わせた試験機を使用。
フルサイズ評価(実車評価)は、できないので、ピース評価にて対応。
・確認実験:最適条件と最悪条件により、実施。
④Q&A
Q1再現性は、
A1取れなかった。確認実験と再現実験での誤差違ったため、3信号2誤差を取り入れて
再評価を行った。
Q2制御因子である材料に連続性はないですか?
A2連続性はないです。材料の%とかで連続性をもたせることはできる。
Q3御社の品質の進め方は?
A3当社は、実験計画法から進めており、そこから品質工学に展開した。
⑤QC山梨について
QCの関東支部の山梨支部
行事:交流発表会 6月と12月(非会員参加可能)
4.グループ討議(来年度グループ研究テーマについて)
各グループに分かれて検討した。テーマは以下の通り、検討後、一部のグループ毎が報告をした。
1グループ(パターゴルフ):機能についての評価を実施した。
2グループ(ミニ四駆):何のためのパラメータ設計なのか?を検討。目標を持って設計をする。例として一番早く走るミニ四駆を作る。
3グループ(ロストワックス):動特性・静特性の検討
4グループ(ゴルフボールの機能性):ゴルフボールに求められる品質について---できるだけ遠くに飛ばす・狙った距離に落とす・曲がらない 等
機能を評価するうえで、システム分解が必要か---入力エネルギーに対する反発力と、ディンプルや回転による空気抵抗の制御は別システム
ノイズは何があるか---環境面:ボール温度 ・劣化:水没,高温多湿加速試験 ・材料:今回は考えない。
5グループ(おいしいワイン):ワインの分析データ、官能評価データを山梨県工業技術センターから提供頂けることとなった。
官能評価は約40人の評価点の平均値としている。解析手法は手軽に行なえるT法を用いる。
6グループ(人口統計):参加メンバー少数のため、本テーマは、取りやめ。5グループに参加。
5.その他
・次回講演会について
講演者が決まり次第お知らせします。
・活動時間の拡大について
14:00~17:00で開催を検討します。
(記/ユーディナデバイス(株)高野)
第13回研究会 2009年3月19日(木)15:30-17:30 山梨県工業技術センターにおいて第13回の研究集会が開催された。
出席者23名(初参加者2名)
以下の内容で議事進行した。
①自己紹介、自社の品質工学近況
参加者全員による、自己紹介および近況報告をおこなう。
②会社紹介と文献事例紹介(BIMコンサルティング 納富高志さん)
従来は自社での研究内容の発表をおこなっておりますが、納富さんは自社の事例を持っていませんので、合同研究会で議論された「超音波シール技術開発」について、研究事例として取り上げて解説。
議論の中心として、
・シール強度と接着面積の関係で研究しているが、液剤の染み出しは別のメカニズムで発生している可能性があるので、この評価で適切かどうか。
・標示因子を直交表の中に割り付けているが、交互作用の確認が困難なので、通常通り外側に割り付けたほうが良いのではないか。
が取り上げられた。
また会社紹介を兼ねて、統計情報研究開発センター発行の専門誌「エストレーラ」へ掲載された自身の記事「企業の社会的責任(CSR)とコミュニケーション」から、CSRに対しての技術者のかかわりについて。品質工学はCSRを満足させるための重要な手法の一つであると解説。
③グループ討議(来年度グループ研究テーマについて)
研究会員で品質工学初心者への教育1年が経過したため、来年度は研究テーマを作って実体験するプログラムを実施する。
パラメータ設計3テーマ(パターゴルフ,ミニ四駆,ロストワックス)機能性評価1テーマ(ゴルフボールの機能性),MT2テーマ(おいしいワイン,人口統計)各テーマについて、7名前後を振り分けて1年間研究する。 今回は第1回なので、グループごとの顔合わせと、研究内容の方向付けを、各グループに分かれて打ち合わせた。
④その他
山梨県品質管理研究会との富士ゼロックスの立林和夫さんのセミナー共催案について、熊坂治さんより報告。
(記/リバーエレテック(株)芦沢)
第12回研究会 2009年1月23日(金)15:30-17:30 山梨県品質工学研究会1月例会が、27名の参加で山梨県工業技術センターにおいて開催された。
いつも通り自己紹介、自社の品質工学状況の報告から開始。パイオニアマイクロテクノロジー(株)の相澤淳と、(株)アスクテクニカの平井登が初参加で、品質工学への期待と意欲を表明した。
社内品質工学状況と事例紹介は、(株)ユーディナデバイスの高野秀夫が「半導体成膜装置の最適化」と題し、パラメータ設計を用いた成膜条件のロバスト設計を報告した。
当時担当していた成膜プロセスの安定化を目指し、膜厚を信号因子、面内位置を誤差因子とし、成膜条件4因子をL9に配置して実験し、SN比向上について再現性が得られた。
Q1:信号の膜厚は狙い通りか?ばらつくと実験誤差となる。
A1:当然ばらつくが、結果の信頼が得られる範囲には入っている。
Q2:面内位置はランダムで、誤差因子として不適当ではないか?
A2:面内に特性の傾向があれば誤差因子として構わない。
Q3:静特性でも良かったのではないか?
A3:モデルによって狙い厚が変わるので、動特性が必要。
Q4:利得3dbは意味があるか?
A4:このケースでは重要な効果だった。
続いて今回のトピックスとしてパイオニア(株)の熊坂治が「ものづくり課題解決技法の体系とTRIZ」という題で、現代の高度化したものづくりで発生する種々の課題と、品質工学を含む解決のための汎用技法をQFD的にまとめて紹介した。またその中からTRIZについて簡単に解説した。
Q1:TRIZは知っているが普及が遅いのはなぜか?
A1:通常の実験だと少数のアイデア評価で長時間かかる。品質工学で技術評価を早くすることで、多くのアイデアが必要になる。
最後に来年度のグループ研究テーマについて(A)パラメータ設計、(B)機能性評価、(C)MTシステム、(D)オンラインQEから仮希望を調査し終了した。
パイオニア(株) 熊坂治(記)
第11回研究会 2008年11月21日(金) ①品質工学初心者講習会 -第3回- (納富会長)
「新しい品質の管理」
◆品質工学とは技術情報獲得の手法である。
従来 品質はばらつきによる損失を中心に社会的損失を考えてきたが、今は、地球規模の問題にあたって、品質の社会的影響(損失)が非常に幅広くしかも深刻になりつつある。そこで、最先端の技術開発が大きく期待されている。
技術の要件は「再現性」・「先行性」・「汎用性」があり、これの実現に向かって進むことを、ここでは、新しい品質の管理と称している。
品質工学では、これらの多くの裏付をとるための重要なパラダイムを提供している。
例えば、工程の問題の場合には見直し、解決させる情報を容易に見出せる。
今からの技術者は、資源枯渇・地球温暖化・環境汚染・社会問題など多くの厳しい制約条件の中で「再現性」・「先行性」・「汎用性」を管理することがこれからの品質管理であると納富会長は考えている。<私見> それには。まず技術的にも非持続可能性調査を推進する必要がある。そしてこれに対応するMAPを作成し、組織全体で戦略的に対応していくことがポイントとなる。
◆再現性の重要なポイントは工程の連続性である。工程は連続であって始めて管理できる、工程が止まることは条件が変わることを意味し工程の品質に大きな影響がある。
◆今までに品質管理 : モノを管理する。
これからの品質管理 : ものつくりの情報を管理する(このために必要なツールが品質工学であると考える。)
持続可能な社会の構築は、もう遅いぐらいの「タイミングであるが、技術者として企業の社会責任を果たすことが重要で、それは、品質工学の活用を戦略的に行うことで実現できる。
②自己紹介、自社の品質工学状況 初参加者5分、他1分×人数
初参加:パイオニアマイクロテクノロジー 斉藤さん
:アスクテクニカ 西山さん、伊藤さん、一瀬さん
:山梨アビオニクス 山崎さん、戸沢さん
③社内品質工学状況と事例紹介 (株式会社 コニカミノルタサプライズ 天野さん) 25分
コニカミノルタサプライズの品質工学への取り組みは、TPM活動と連動してやっている。その中でTPM特別賞を受賞したことが紹介された。推進体制は、コニカミノルタビジネステクノロジーズと協力体制を取っている。ここれは、「オンライン品質工学を使った検査設計(中間検査の廃止)」というテーマで、大きなコストダウンに成功した事例だった。
*電子写真用資材の生産現場へのオンライン品質工学の適用検討(第3報)」
要旨:「オンライン品質工学の検査設計の手法を用いて、電子写真用資材、現像剤の生産工程の検査について適用を検討した。この結果、2項目の中間検査廃止を実現している。当初は粉砕トナー生産工程における工程管理へのオンライン品質工学の適用を検討したが、最適条件のための調整限界が狭く実現不可と判断された。(効果は非常に大きいと判断された)以上の結果から検査設計の考え方を見直すことに方向転換された。損失関数で検査をした場合のCostと検査をしないで次工程(最終検査)で不良品を発生させた場合のCostを比較することを判断の材料とし、結果として中間検査を廃止する提案を行い承認された。臨海不良率の考え方とその前提となる工程の安定性の重要性に注目した改善が地道に行われたということを示している。以上は3年前に実施したことであるが、現在は工程で品質を保証する体制に近づいていると考える。
④「デジタルカメラをSN比で評価しよう」(増田さん) 25分
概要:デジカメの基本機能とノイズをメインの話題として、2機種のデジカメを比で 評価(機能性評価)した結果について詳細に報告します。
自分たちの身近で使っているデジタルカメラがテーマのためか、みんな興味を持って聞いている様子がうかがえた。
今回の評価は、結果として画像処理エンジンが影響しているのでは、ないかと考えている。
ただ、階調性のように、場面によって好みが分かれる部分の評価でなく、あくまで階調曲線上のRGBのばらつきをSN比で評価したもので、非常に身近でわかりやすい説明だった。
⑤その他共有情報、事務連絡 15分
・ 幹事会協議、決定事項
・ 長野高専主催品質工学講習会
(記/東京エレクトロンTS(株)田ノ口)
第10回研究会 2008年9月19日(金)15:00-17:30 山梨県工業技術センターにおいて、第8回の研究集会が開催された。
出席者は26名(初参加5名、見学2名)
今回は以下の内容で議事進行した。
①第2回初心者講習会(15~16時)
納富会長による前回に続いての講習会が開催された。
題目は「実験から情報を得る」。「実験」の目的と方法についての講義であった。
②自己紹介、自社の品質工学状況
見学者含めて7名の初参加者を中心に自己紹介を行なった。
③社内品質工学状況と事例紹介(東京エレクトロンAT 田中さん、中谷さん)
・TELAT_ES部門の品質工学への取り組み(中谷さん)
2000年に田口玄一氏を講師に招いたのを皮切りに、社内への普及が始まった。
現在ではコンサルタントに4人/チームで指導を受けている。
半年/クールの第三クールを実行中とのこと。
・静特性を用いたLow-k膜エッチング条件最適化(田中さん)
4年ほど前に田中さんが実践したという事例が紹介された。
反応性イオンエッチングによるLow-k膜エッチングの技術的な課題の説明の後、
L18直交表への割付、静特性での解析結果が示された。①選択比②CDラフネス
③エッチングレートの3つの技術的課題はトレードオフの関係にあり、従来は最適化
が難しかった。今回、この3つそれぞれについて要因効果図を作成すると、因子Bを
最適化することで全体的に改善できることが分かった。
発表後には以下のような議論がなされた。
・動特性で評価を行なう場合について、一般的な例では転写性の考え方で各寸法を信号因子にとるのが良い。
・全体的に改善の度合いが小さいようなので、因子A,B間の交互作用を確認したらどうか。
・プラズマエッチングでは入力の95%以上がロスになるので、エネルギーの面からの考え方が難しい。
④「パラメータ設計を支援する解析ファイルをエクセルで作ろう」(増田顧問)
パラメータ設計を支援するために作成したエクセル解析ファイルの紹介であった。
「予備実験結果のグラフ化」、「L18直交表への割り付け」、「SN比と感度の計算」、
「補助表の作成」、「要因効果図の作成」、「推定値の計算」、「利得の再現性の確認」
までが可能である。汎用性を持たせる為に、予め信号因子、誤差因子数を多く用意しておき必要に応じて削除するということで数式の参照エラーを避ける工夫がされている。

(記/パイオニアマイクロテクノロジー(株)望月)
第9回研究会 2008年7月18日(金)15:00-18:00 山梨県工業技術センターにおいて、第8回の研究集会が開催された。
出席者は27名。(内 初参加11名、見学3名)
今回は以下の内容で議事進行した。
①第1回初心者講習 →資料はここ
品質工学をこれから勉強しよう、活用して行こうとする初心者向けのプログラム「初心者講習」が今月よりスタートした。(全3回)
初回は、納富高志会長(BIM)より「技術とは?-技術と品質工学-」という題目で講演頂いた。
納富さんの今までの経験による”技術”の考え方とこれから更に大切になる”品質工学”の重要性についての内容であった。
概論的な話ではあったが、参加者には科学と技術の違い、技術者のあるべき姿、技術と品質工学のかかわりとその重要性は伝わったと思う。
今後の予定は以下の通り。
2回目講演「実験について」(仮)
3回目講演「品質管理と技術の関係」(仮)
②自己紹介、自社の品質工学状況
毎回行っていることであるが、初参加者は5分、他は1分の持ち時間で、自己紹介を行う。
③第16回品質工学会研究発表大会参加情報、感想 参加者各2分+質疑応答
参加者より以下感想があり、全員で共有した。
木下:成型中心に聴講。金型構造解析含めた総合最適化が新鮮。 MT事例も関心。
中山:MTに関心。FFTより生データ。苦労した話が有用。新SN比が注目、MTにも使えそう。
大場:初参加。各社有効な教育ツールを考案中。 成功体験と失敗体験どちらが有効か?
増田顧問のラーメンMT教材に感心。上流での使用が課題
納富:司会。松下は500事例をDB化。今後QE活動は共有チームプレイが必要。
やっただけの発表多いが進歩はある。
木下:新SNで旧SNに疑問。マツダの手作業への適用が面白い。
増田:壇上でも意見交換できた。新SNが新鮮。
熊坂:田口博士の新理論が聞けないのは寂しいが、新SN比などの展開に期待する。
④社内品質工学状況と事例発表
会員持ち回りで、社内品質工学状況と事例発表。
今回は、望月敬也さん(パイオニアマイクロテクノロジー)より発表があった。
社内の品質工学の推進状況は、熊坂治さん(パイオニア)と協力しながら細々ではあるが活動している状況。今後も地道に活動していく。
(事例発表)
「POLY-Si膜シート抵抗バラツキ改善」
目的は、POLY-Siを抵抗体として用いた場合、重要となるバラツキ改善を行う。
(本当の目的は、望月さんが品質工学の効果を自ら実感したかった。)
L18に割付実験を行ったが、18個の内2個の実験で計測できない状況になった。
SN比計算にてこの2つを0次近似(-3dbのデータ代入)で処理。
要因効果図作成し、この結果と理論の比較をしてほぼ一致。
欠測処理は妥当と判断し、目的達成した。
今回の事例は、確認実験までは行ってない状態で終わっていることに対しての質問があった。
確認実験は、要因効果図の信頼性をチェックするものであるので必ずやったほうが良いとの意見があった。
確認実験は”最適条件”と”標準条件or現行条件”で行うのが良いとの意見があった。
またデータの処理について、SN比を求めるために代入するのも良いが、SN比という観点ではなく純粋にデータを見て行くことも重要ではないかとの意見もあった。(例えば、簡単に○、×でデータを見て要因の効果を予測してみるとか)
⑤「プレス打抜き加工における加工条件の最適化」(増田雪也顧問)
増田さんの行った事例の紹介。
今回は、「プレス打抜き加工における加工条件最適化」
L18直交表に割り付けて加工条件の最適化を行った。
その結果、パンチ材質および板押さえ力がSN比に対して大きな影響を与えること等が明らかとなり、最適加工条件を求めることができた。また、品質特性であるバリの高さについても改善することができた。
この事例は、基本機能を「せん断周囲長さ-打ち抜きエネルギー」としエネルギーをデータとしてとるために工夫したことである。
この事例を通し、パラメータ設計における基本的な思考、手順が盛り込まれており非常にわかりやすい事例であった。
発表後、計測特性としてのエネルギーをデータとする重要性、誤差因子の重要性について議論がなされた。
(記/テルモ(株)木下)
第8回研究会 2008年5月23日(金)15:40-18:00 山梨県工業技術センターにおいて,正式発足して第1回(通算8回)の研究集会が開催された。出席者は18名,最初に幹事会をおこない今後の運営内容を確認した後,以下の内容で議事進行した。
①自己紹介,自社の品質工学状況
毎回おこなっていることであるが,初参加者は5分,他は1分の持ち時間で,自己紹介をおこなう。今回は法人会員登録者から4名,見学3名の初参加があった。
②山梨県品質工学研究会入会状況報告
③4月品質工学講演会の結果報告
出席人数60名ほどになり,予想より活況であった。森先生,増田先生による,オフラインQE,オンラインQE,MT法,パネル討論会の講演会アンケート結果の報告。初心者向けの内容であったため数理の解説を希望した意見,もっと時間をかけて聞きたかったという意見,などがあった。「使ってみたいか」の問いに対し,「機会があれば使ってみたい」との回答が多かったが,一部に「是非使ってみたい」との回答があり,記名があった人に対しては今後連絡をとることにした。
④事例紹介「ステンレス鋼の電解研磨加工における加工条件の最適化」(増田技術事務所 増田さん)
オーステナイト系ステンレス鋼の電解研磨加工条件をL18直交表に割り付けて最適化した。基本機能は,電荷量(電流値の研磨時間積分)と研磨量(試験片重量変化量)の動特性とし,誤差因子には電界研磨液の劣化をとった。各制御因子の関係が明らかとなり,最適条件では従来の半分の時間で加工可能となり,電界研磨液の交換サイクルも延長することができたので、生産の効率化が実現できたと発表があった。
質疑応答では,SUS304のφ10mm厚さ1mmを試験片としているが、あらゆる形状に対して電界研磨したいのだから形状を誤差因子に加えたらどうか,SUS304以外のステンレスへこの結果は転用できるのか,といった内容を中心に議論された。
⑤社内品質工学状況と事例紹介 (テルモ 木下さん)
社内教育として,パターゴルフでのパラメータ設計実習の紹介。木下さんが中心となり社内でQE推進しており,今回の実習会には予想を上回る約20名の参加があった。パラメータ設計の手法を講習した後,4チームに分けて数日後のパターゴルフコンペに向けて各チームが実験検討を進めた。意外なことに,面白いテーマを与えるとグループごとに非常に活気があり,品質工学の手法を積極的に使ってもらえたとのこと。研修としては大成功となったと発表された。
続いて事例発表は,「点滴用使い捨て針の開発」について。点滴用針は,患者さんや看護士さんに危険が及ばないよう様々な安全機構が設けられており,その中の代表的な3種類の機構について新針開発にパラメータ設計を適用した事例が発表された。針が血管に達したことを知らせる”逆流機構”,金属針を抜き取り樹脂針のみを血管内に残すための”すべり機構”,抜き取った金属針の先端を保護する”保護機構”について,それぞれの機構に対して同じ制御因子を割り付け,SN比を3項目それぞれ算出しそれぞれを合算して一つのSN比としたところに特徴がある。確認実験では,最適条件-最悪条件の利得が,推定値99dbに対して実験値50dbとなり,効果はあるが再現性が低いというという結果であった。
質疑応答では,SN比を合算したことについて話題の中心となった。SN比1dbに対する重みがそれぞれの機構で違うので,LD50なり目標値に対してSN比のウェイトを考えた方が良いという意見が多かった。通常はSN比を3種類並べて総合判断することが多いという意見が出た。確認実験については,最悪条件との利得よりも標準条件との利得の方が良いだろう意見が出た。
⑥その他共有情報,事務連絡
(1) 山梨県品質管理研究会の調査について,山梨大学新藤教授との面会内容を熊坂さんより報告。
(2)初心者講習会を隔月で行う予定となっているが,どのような内容にしたら良いか次回までに対象者に聞いて集計する。
⑦質問コーナー
現在進めている実験で分からないことなどがあれば,研究会員で考えてみようということで今回から実施。初回はリバーエレテック芦沢より,L18を使った許容差設計で要因間の交互作用はどう算出したらよいのかとの質問。
品質工学では「そういう見方をしない」というのが全体の結論のようであるが,どうしても見たいというのであれば推定値を各要因組合せで算出してそのデータを一つずつ見比べていけば分かる。交互作用を見たいのであれば、そういう直交表を使うのも一つの方法とのアドバイスがあった。
(リバーエレテック(株) 芦沢英紀 記)
第7回研究会 2008年3月21日(金) 1、自己紹介、自社の品質工学状況
東京エレクトロンから松井さんが初参加し、自己紹介があった。他参加者は、増田、納富、芦澤、木下、田ノ口、田中、板谷で合計9名。
2、解説「T法」(増田技術事務所 増田雪也さん)
今日はMTシステムの中から「T法」をご紹介いただいた。分かりやすい事例を交えてT法の概要を解説し、複数の計測値から目的とする特性が簡易に推定できることが理解できた。
Q1:一次の関係しか扱わないのか? A:そうだ。二次の推定は研究中。
Q2:「実験計画法」下巻の分割法からの発展ではないか? A:違うと思う
Q3:MT法の様に最小限サンプル数は要求されないか? A:されない。
3、社内品質工学状況と事例発表「サンドブラスト製法への応用」
(リバーエレテック 芦沢さん)
水晶振動子の小型化のためマイクロブラストを試みたが、寸法が不安定性だったため、単純な評価用サンプルを用意し、L18静特性で加工条件最適化を図り、1ヶ月で従来比1/30のサイズを実現した。信号因子はレジスト寸法、誤差因子は加工方向とウェハ深さを調合した。確認実験の再現性も高かったが、周囲か らの評価はさほど高くなかった。O:簡単に成功すると、品質工学を使わなくても同様にできると思われる。長期間うまくいかない課題を解決する方がアピール効果は大きい。
4、来期組織体制と活動計画案
3月1日の役員会で議論した来年度役員候補、活動計画を説明し、了承された。会費については近日中に入会申込書を品質工学会員に送付し、申し込みと同時に 新規作成した研究会口座へ振り込んでもらうこととした。4月25日の講演会は山梨県工業技術センターとの共催となり、役割を分担して準備する。
(パイオニア(株) 熊坂治 記)
第6回研究会 2008年1月18日(金) 集まっていただいたのは長野から増田さん、東京エレクトロンの田ノ口さん、田中さん、テルモの木下さん、リバーエレテックの芦沢さん、パイオニアマイク ロテクノロジーの望月さん、ユーディナデバイスの高野さん、タンガロイの望月さん、パイオニアから板谷と私の10名です。
1.初参加の田中さん、板谷さんからは長めの自己紹介、他の各人は近況を報告。
2.増田さんから標準SN比の分かりやすい説明。とっつきにくい印象がありましたが、非線形事象の軸を線形に置き換えてしまえば通常の動特性で扱えるという視点が新鮮でした。増田さんの話を聞いていると簡単に活用できそうな気になります。
3.熊坂がパイオニア社内の品質工学の歴史と現状を説明した後、板谷がサンドブラストでのPDP隔壁加工最適化実験を報告。確認実験前なので利得の再現性 が検証されていないものの、動特性と静特性の比較が注目された。欠測値の処理が議論となり、芦沢さんからは過去同様の事例で一定深さでブラスト加工を停止 して評価した事が紹介され、増田さんからは準備実験で欠測値を避ける方法が推奨された。また今日説明のあった標準SN比を使って、深さ方向に多点で座標を 取り、理想の曲線を目指す方法が示された。板谷のL4確認実験に関する質問には、1回のサンプル製作が大変なため2水準だけでなく、関心のある水準を加え て評価したものと説明された。
4.今後の進め方につき、山梨で学会歴の最も長い納富さんに会長をお願いする件が了承され、4月の正式発足に向けて組織化、記念講演会の実施案が議論された。
5.次回は3月21日(金)の開催で、次のような内容を予定する。
(1)増田さんによるT法の紹介。
(2)芦澤さんの社内状況と事例報告(以降各社持ち回り)
(3)記念講演会の決定。研究会入会申し込み、集金。
山梨研究会も回を重ね、非常に充実した議論が交わされるようになってきたと感じます。これからは持ち回り報告を通じて、ますます品質工学の理解と活用が進むことが予感されます。今回も研修室を提供してしていただいた阿部様はじめ山梨県工業技術センターの方々に感謝いたします。
(パイオニア(株) 熊坂治 記)
第5回研究会 2007年11月29日(木) 集まっていただいたのは長野から増田さん、東京エレクトロンの田ノ口さん、テルモの木下さん、リバーエレテックの芦沢さん、パイオニアマイクロテクノロジーの望月さん、ユーディナデバイスの高野さん、タンガロイの望月さん、コニカミノルタの天野さんと私の10名です。
1.各人から近況を報告。テルモやパイオニアで若干活動の盛り上がりがあるようです。
2.増田さんから機能性評価の説明。ボールペンの例を挙げて、制御因子がひとつのSN比という意味を分かりやすく解説していただきました。
3.木下さんから、先月の3県合同研究会コマバトルで見事優勝した山梨チームの研究過程を報告していただきました。各県それぞれ工夫のあとが見られました が、山梨チームは精度良く回す点に注力した事が効を奏したようです。「長く回す水準ほどSN比が下がる」というジレンマを解消するアイデアが見つからな かった点は残念です。木下さんはこの内容を社内で報告し、品質工学普及の起爆剤にと計画しています。
4.次回は1月18日(金)の開催で、次のような内容を予定します。
(1)増田さんによる標準SN比の紹介。
(2)パイオニアの事例報告(以降各社持ち回り)
(3)記念講演会原案を討議。
集会後には場所を変えて若干早い忘年会で6名の会員が親交を深め、来年の活動案や希望などを話しました。
今回も研修室を提供してしていただいた阿部様はじめ山梨県工業技術センターの方々に感謝いたします。
(パイオニア(株) 熊坂治 記)
第4回研究会 2007年9月21日(金) 集まっていただいたのは長野から増田さん、東京エレクトロンの田ノ口さん、テルモの木下さん、高畑精工の林さん、リバーエレテックの芦沢さん、パイオニ アマイクロテクノロジーの望月さん、ユーディナデバイスの高野さん、コニカミノルタサプライの天野さん、タンガロイの望月さんと私の10名です。
1.初参加の天野さん、望月さんからは長めの自己紹介、他の各人は近況を報告。
2.増田さんからMT法を気軽に理解するための教材紹介。自前で計算するとかなり悩みそうですが、アングルトライ社のエクセルアドインソフトを使えば、かなり簡単に使えそうです。
3.10月26日の合同研究会テーマ「コマの回転時間を制御する」に対して、山梨チームの考え方を議論。方針は①低重心、②大慣性、③小設置面積、④風抵抗利用、⑤縁設置抵抗大をL18動特性で評価することとしました。実験は後日有志(木下、芦澤、高野、熊坂)が休日集まって実行することとなりました。
4.次回は11月22日(木)の予定でしたが、長野研究会と重なって増田さんの都合がつかないことから、29日16時からに変更です。内容は次のような予定です。
(1)増田さんによる機能性評価の紹介。
(2)合同研究会の報告
(3)できることなら、パイオニア事例を報告。(以降各社持ち回り)だめなら学会発表会事例読み合わせ
今回も研修室を提供してしていただいた阿部様はじめ山梨県工業技術センターの方々に感謝いたします。
(パイオニア(株) 熊坂治 記)
第3回研究会 2007年7月20日(金) 集まっていただいたのは長野から増田さん、東京エレクトロンの田ノ口さん、テルモの木下さん、高畑精工の林さん、遅れてリバーエレテックの芦沢さんと私 の6名です。出席予定だった、パイオニアマイクロテクノロジーの望月さんは急用で不参加となりましたが、工業技術センターの阿部さんが前半同席していただ きました。
1.初参加の増田さんの自己紹介後、各人が近況を報告しました。
2.次に今月の学会発表会参加者が感想などを報告しました。MT法の盛況、機能性評価による製品認定、T法の新鮮さなどが印象に残ったようです。
3.先月訪問した長野研究会の報告。詳細は別トピック「品質工学会情報」参照。非常に盛り上がっていますとのこと。
4.研究会規約案(&活動案)意見交換。上司が納得する活動への期待が出ました。
5.続いて7月の発表大会から#37「機能性評価による新製品認定」を読み合わせ。
(1)機能性や誤差因子を間違えた時のリスクが不安。
(2)制御因子が1個のSN比である。
(3)単独のSN比は無意味で従来製品や他社製品との比較となる。
(4)本件は単機能部品だが、複雑な製品の場合はサブシステム分割が課題となる。
6.同じく7月の発表大会から#40「通信モジュールの機能性評価」を読み合わせ。
(1)誤差因子水準で破損するのは良くない。パラメータ設計の誤差因子とは意味合いが違う。
(2)デジタル技術はリニアリティが良すぎて、品質工学を使わなくても開発できるかも。
(3)利得3dbの価値は担当者しか分からない。
(4)本件では普通の信頼性試験とさして変わらないのではないか。
7.次回は9月21日16時からで、取りあえず以下の内容が決まりました。
(1)増田さんによるMT事例の紹介。
(2)上司の許可が出れば、パイオニア事例を報告。(以降各社持ち回り)
今回も研修室を提供してしていただいた阿部様はじめ山梨県工業技術センターの方々に感謝いたします。
(パイオニア(株) 熊坂治 記)
第2回研究会 2007年5月25日(金) 集まっていただいたのは私の他に東京エレクトロンの田ノ口さん、ユーディナデバイスの高野さん、クオリアの納富さん、リバーエレテックの芦沢さん、遅れ てパイオニアマイクロテクノロジーの望月さんの6名です。出席予定だった高畑精工の林さんは急用で不参加となりましたが、工業技術センターの阿部さんに ずっと同席していただきました。
初めに各者が品質工学実施状況を説明しましたが、実践に苦労している方が多く、大分予定時間を越えての応答となりました。
次に前日熊坂が参加した静岡品質工学研究会の総会と講演会の模様を報告し、山梨の活動の参考としました。
続いて昨年6月の発表大会から#124「Si異方性ウェットエッチング条件の最適化」を読み合わせ、各人の考えを交換しました。
(1)難しいことをしている割には静特性。練習用か。
(2)一般に直交実験の前に予備実験をするか? 知見が全くない因子を入れる場合は必要なときも。
(3)改善したあとも損失関数が(おそらく)部品価格の1/4もあり、まだ改善の余地あり。
(4)誤差因子の重要性につきひとしきり議論あり。
最後に今後の進め方について話し、以下のような意見を交換しました。他の方も補足してください。
(1)次回以降の集会を奇数月第3金曜日とする。すなわち7月20日、9月21日、11月22日(金曜日祝日につき前日)、1月18日、3月21日。開始時間は遅いほど都合が付きやすく16時からとする。
(2)YahooDaysからサイト化を進めるが、まずはドメインネーム無の格安レンタルサーバーにて。
(3)組織体制を9月集会に向けて検討したい。
(4)次回までに熊坂が他研究会を参考に規約案を作成する。
(5)次回7月集会は静岡の森さんが来れるかもしれない。
(6)上司の許可が出れば、現在進行中のパイオニア事例を次回報告したい。
(7)次回は7月3,4日の学会に参加した人が様子を報告する。
(8)研究会では他社の普及活動や、効果が上がった事例の情報を知りたい。
前回より参加者が2名増えたこともあり熱心な議論が続き、準備した2つ目の論文をカットしたにも拘らず、予定時間を15分ほど超過して終了しました。参加者の皆さんお疲れ様でした。
また今回も研修室を提供してしていただいた阿部様はじめ山梨県工業技術センターの方々に感謝いたします。
(パイオニア(株) 熊坂治 記)
第1回研究会 2007年3月23日(金) 集まっていただいたのは私の他にテルモの木下さん、高畑精工の林さん、パイオニアマイクロテクノロジーの望月さんの3名です。
初めに各社の品質工学実施状況を説明しました。会社方針で進めていたり、個人ベースだったり各様ですが、関係者全員一丸となって進んでいるところは無く、何らかの問題を抱えながら努力しているようです。
続いて昨年6月の発表大会から2件#57「シミュレーションによる射出成形部品の設計」、#55「低速ポリゴンモータの回転ムラ改善」を読み合わせ、各人の考えを交換しました。皆さん実践者でしたので、経験を絡めて貴重な意見を聞くことができました。
その中で以下のような疑問点が挙がりましたので、もし分かる方がいらっしゃれば是非解説をお願いします。
#57(1)図6の結果から誤差因子を調合して望小特性SNを解析した図8が図6とそっくりなのは何故か。
(2)確認実験で実成形しているが利得はどのように出すべきか。
#55(1)敢えて回路の伝達特性を制御因子としているが、本来技術者が自由に決定できるのは素子の選定であるため素子定数を制御因子とすべきではないか。
(2)図9と図10から総合判断した最適条件に疑問あり、複数特性の要因効果図の一般的な扱い基準はないか。
続いて12月に集計したアンケートを基に、現在の研究会準備状況と隣県静岡、長野の状況、今後の進め方について話し、以下のような意見を交換しました。他の方も補足してください。
(1)今回の集会が有意義であったことから2ヵ月後を目処に第2回を計画する。
(2)YahooDaysへの書き込みが社内LANで拒絶される例が多いため、早めに長野同様のサイト化を進める(ボランティア大募集!)
(3)高額でなければ会費徴収はあってもよい。(企業会員1万円/社、個人会員3千円くらいか)
(4)長野、静岡の活動情報を共有し活用する。
品質工学を推進するネットワークができたという点で非常に意味のある集会であったと思います。参加された皆さんありがとうございました。
また立派な会議室を無料で提供してしていただいた藤原様はじめ山梨県工業技術センターに感謝いたします。
(パイオニア(株) 熊坂治 記)